156 | The Correct way to Torque a Fastener
Summary
In this webinar we’ll discuss how the fasteners in our engines function and what we need to understand when it comes to correctly tightening them. In particular we’ll learn about torque to yield fasteners and discuss the difference between measuring fastener torque and fastener stretch.
| 00:00 | - Hey guys, Andre from High Performance Academy here, welcome along to another one of our webinars. |
| 00:05 | Now today we're going to be discussing some of the keys to torquing a fastener up in a freshly built performance engine. |
| 00:12 | Now I know that doesn't sound particularly exciting, but bear with me 'cause we're going to talk a little bit about the background with fasteners, how they actually work, what you need to know, and we're gonna give you a few tricks and tips along the way. |
| 00:24 | So you're gonna get the best performance, best results possible out of your fasteners. |
| 00:29 | But before we get into that though, I just wanted to cover off a few things that have been going on around HPA labs over the last week. |
| 00:36 | And something that Taz has been working on now actually for a couple of months is our merchandise shop. |
| 00:41 | And we're stoked to finally have that up and running. |
| 00:44 | So for all of you guys out there who have been asking where you can buy HP Academy shirts, t shirts, hoodies et cetera, we finally have some options for you, even stickers as well. |
| 00:57 | So if we can head across to my laptop screen for a moment. |
| 01:01 | The URL for it is shop.hpacademy.com and as you can see it's pretty simple, it's pretty self explanatory. |
| 01:10 | You can buy hoodies, you can buy tees, and you can buy our stickers. |
| 01:14 | So for those guys who have been asking to get hold of some of our merch, this is your opportunity. |
| 01:19 | Taz is also gonna be getting really happy with stuffing stickers in all of the orders that we receive today. |
| 01:26 | So if you order any of our clothing, you're going to get some stickers at no additional cost. |
| 01:31 | So if you're interested, jump across to that, remember it's shop.hpacademy.com Alright I'll just head back across to my notes now. |
| 01:40 | OK we do release a new video every week on our YouTube channel. |
| 01:45 | So for those of you who aren't following us on YouTube, aren't subscribed to our channel, please head across and make sure that you do. |
| 01:52 | Let's just jump across to my laptop screen again. |
| 01:55 | The video that we released today, if I can just make that play. |
| 01:59 | This is one that we shot at World Time Attack. |
| 02:01 | And it's a really special Nissan S13 Silvia, and it is converted to four wheel drive, so it's pretty unique. |
| 02:09 | It runs a GT-R drive train, so R32 GT-R drive train, which with the SR20 engine still in it, is actually a pretty big ask. |
| 02:20 | It requires a lot of work to basically fit the R32 GT-R sump to the underside of the SR20 engine, so that particular SR20 as well, pretty special, it is stroked to 2.2 litres. |
| 02:36 | On 43 psi of boost it is making 950 horsepower and it runs eights on the quarter mile. |
| 02:42 | So head across to our YouTube channel, make sure you watch that. |
| 02:45 | But more importantly, make sure that you subscribe so that way you're going to always keep up to date with our latest video releases. |
| 02:51 | Right I'll just head back across to my notes again. |
| 02:54 | So the other thing I wanted to talk about is over the coming weeks I'm just going to be focusing on a few of the videos or a few of the products I should say really that we saw when we went to PRI at the beginning of December. |
| 03:06 | So for those who aren't aware, the PRI show is held in Indianapolis. |
| 03:10 | It stands for Performance Racing Industry. |
| 03:12 | So it's a really great place to see all of the latest products that are being released out there in the performance aftermarket. |
| 03:20 | So it's a little bit like SEMA on steroids, we don't have big wheels and shiny paint, it's really hard core racer products. |
| 03:28 | So we headed across there and I just wanted to show you a few of the products that we saw. |
| 03:33 | Now these will also be featured in some slightly more detailed videos that we will be releasing both to Facebook as well as our Youtube channel, just one more reason to subscribe to that YouTube channel. |
| 03:42 | So the first one that I wanted to show you here on my laptop screen, we talked to the guys from King Engine Bearings at PRI and I know again engine bearings probably are seen as a somewhat boring product, but they are quite critical. |
| 03:57 | And the reason I wanted to talk about these is that there is a lot of misconception or misunderstanding I think about the surface finish that we see on some of these race bearings. |
| 04:07 | So here you can see these are some of King's Race Series bearings. |
| 04:11 | And as with some of the other bearings on the market that are designed for race use, you can see that they have sort of a dark appearance to them. |
| 04:18 | And we wanted to question and find out what exactly that was. |
| 04:21 | A lot of people think that it's a surface treatment that's applied to the bearings and that's actually not the case. |
| 04:26 | The manufacturer of these bearings is using a bi metal construction. |
| 04:31 | And what it does is it removes a thin surface layer which is predominantly applied to a factory bearing to provide imbedability to debris that ends up inevitably making its way through the oil system. |
| 04:44 | So the idea behind that imbedability layer in a factory tri metal construction bearing, is that it imbeds that debris and that helps prevent damage to the crankshaft. |
| 04:54 | Obviously that's an advantage for a production engine that may need to do 100, 200000 miles between services. |
| 05:00 | But what it does do, that tri metal construction, does actually reduce the load bearing capability of the bearing because of that thin surface layer. |
| 05:10 | So with the bi metal construction, we sort of make a sacrifice there, we lose a little bit of that imbedability with the bearing but in turn it is actually a stronger bearing, it has better load bearing capabilities, so obviously better suited to very high horsepower, very high RPM engines. |
| 05:26 | The downside of this is that we may see a shorter life from some of the components if we are ending up with a lot of debris in the oil. |
| 05:35 | Now of course with a race engine, this is often less of a concern because race engines are rebuilt a little bit more regularly than regular street engines. |
| 05:45 | OK the other thing I wanted to talk about, another of the misconceptions, and I'm quite happy to admit this is actually one that I fell into myself for a number of years. |
| 05:54 | So we've got an alloy conrod here, this is from the GRP Conrods booth. |
| 05:59 | We had a chat to the guys from GRP. |
| 06:01 | Alloy conrods really are mainly focused on the drag market. |
| 06:07 | One of the reasons for this is that the aluminium material that these rods are made out of, does have a fatigue life. |
| 06:13 | So what we find is that they have a limited shelf life inside our engine. |
| 06:18 | Generally that makes them most suitable for drag racing because the engines are being torn down more regularly and also aren't seeing the sort of mileage that maybe a circuit race engine might see. |
| 06:31 | So the advantages with the aluminium conrod are that they are a lot lighter, even though they physically need to be bigger to provide the required strength, they're a lot bigger physically than a steel rod. |
| 06:43 | But due to the the light weight of the lower density of the aluminium rod, they still do weigh a lot less. |
| 06:49 | The other advantage with the aluminium rods, is that they tend to absorb shock a little bit better than a steel rod. |
| 06:58 | Now this can be an advantage when we're running an engine right on the absolute edge. |
| 07:02 | If we end up possible suffering from brief periods of detonation, the very high pressure loads that occur in the combustion chamber as a result of that detonation, that gets transferred down through the piston, and into the connecting rod. |
| 07:15 | And with a steel rod this is transferred directly into the conrod bearings, into those big end bearings, and this can end up hammering those bearings out. |
| 07:23 | So obviously we don't want to be running our engines into detonation. |
| 07:27 | But the aluminium rod, because it absorbs that shock loading it does tend to be a little bit gentler on the engine components. |
| 07:36 | Now the reason I'm talking about these alloy conrods is because there is a requirement when we build an engine with an alloy rod, to allow a little bit of additional clearance between the piston and the cylinder head. |
| 07:48 | Now the old tuner's tale I guess you would say, or engine builder's tale, is that the conrods, aluminium conrods, tend to stretch at high RPM, and this is why we require that additional piston to cylinder head clearance. |
| 08:03 | Now it's actually not the case, the rods don't physically stretch, or not appreciably, what they do however, which is why they require that additional clearance, when compared to a conventional steel rod, is that they do have a higher rate of expansion, a high thermal expansion coefficient than steel. |
| 08:21 | So what this means is they physically grow when the engine comes up to operating temperature. |
| 08:26 | So that's why we need that additional clearance with an alloy rod. |
| 08:30 | It also means that we need to be a little bit mindful of our big end oil clearances. |
| 08:35 | And that's another reason, if we just can have a look on our picture here, hopefully you'll be able to see it. |
| 08:39 | With an alloy rod we'll find that the big end bearing shells are actually dowelled to prevent them from spinning. |
| 08:48 | And this is because again as the aluminium rod grows, we get a little bit less crush on those bearing shells. |
| 08:55 | Moving on, last one I wanted to show you here, before we get into our webinar, is this piston. |
| 09:01 | Now this is again not an uncommon technique, but I just wanted to discuss it here. |
| 09:06 | So quite a common technique that's predominantly used again in drag racing circles, is the technique of gas porting the piston. |
| 09:14 | So you can see these holes around the outside edge of the piston crown here. |
| 09:21 | And what these do is that they allow the combustion pressure to directly get down in behind that top compression ring and they help force that compression ring out against the cylinder wall. |
| 09:32 | And that is how the ring seals. |
| 09:36 | So if we don't have those vertical gas ports, what we're relying on is the combustion pressure getting down through the ring groove and getting in behind the ring. |
| 09:44 | Of course it is going to do that but this is just a direct path so it does allow the potential for better ring seal, and of course reduction in blow by, reduction in oil consumption and a potential small increase in power as a result of that. |
| 09:57 | Now because the holes that are used for these vertical gas ports are relatively small in diameter, again these are really only useful for engines that are running for relatively short periods of time and predominantly those that are running on alcohol based fuels. |
| 10:12 | What we find is that on gasoline based fuels, you tend to get carbon build ups that will quickly clog up those holes and basically render the gas ports useless. |
| 10:22 | So this is a technique that we used in our own Mitsubishi 4G63 drag engines with great success when we were running on methanol. |
| 10:31 | Another option as well is to horizontally gas port that top ring. |
| 10:36 | As its name implies, these horizontal holes that run through the top of the ring groove, just again allowing that combustion pressure to get in behind the ring. |
| 10:45 | These don't tend to block up quite so easily with carbon build up as a vertical gas port. |
| 10:52 | Alright I'll just head back across to my notes for a second. |
| 10:57 | Now the other thing I wanted to talk about actually, before we get into our webinar today, is one of the latest courses that we released, we get a huge amount of requests for information on ethanol and flex fuel tuning. |
| 11:12 | So we actually took it upon ourselves to create our own course. |
| 11:16 | Now I know just from reading comments in forums and Facebook groups that there is a lot of misconception surrounding flex fuel, or ethanol, E85 tuning, what it can do and what it can't do. |
| 11:28 | So this course is ideal for anyone who is interested in learning how to tune either a dedicated ethanol based fuel system, so regardless whether you're talking about E10, E30, E85 or even E100, or of course the more advanced technique where we're developing a full flex fuel system, where we can run any quantity of ethanol from pure pump gasoline through to pure ethanol and the ECU will track the required changes. |
| 11:58 | So just wanted to talk you through that a little bit. |
| 12:00 | So again if we can, oh yeah that's why, I'll go to the right page. |
| 12:07 | If we can jump across to my laptop screen for a moment. |
| 12:10 | And this can be accessed, if you wanna see this, or for that matter, any of our courses, this can be accessed simply by clicking on the courses button on our main page of our website. |
| 12:20 | And I just wanna scroll down. |
| 12:21 | So we go through our core courses here, so these are our main courses. |
| 12:26 | As well as our practical tuning courses. |
| 12:28 | And at the bottom you'll actually find our advanced tuning topics. |
| 12:32 | So this is our flex fuel tuning course, ethanol and flex fuel tuning course. |
| 12:36 | It's valued at USD$129. |
| 12:38 | It's also going to get you three months of access to our private online community. |
| 12:43 | So three months of gold membership. |
| 12:45 | I wanted to just show you how you can find out a little bit more about what's involved. |
| 12:49 | So it's gonna teach you all about the properties of ethanol, why we need to make changes to the fuel volume delivery, why we may need to make changes to the ignition timing, how it affects the cold start, I'm not going to go into it in too much detail. |
| 13:01 | If you do want to find out more, at the bottom you'll see there is a view curriculum button, if you click expand all, you'll be able to see everything that is included in this course, all of the individual video modules. |
| 13:14 | Now if you want to purchase this course as well, if you click on the purchase course now button, I'll just show you how this works, because it is possible to also break your payment down. |
| 13:24 | So if USD$129 is a little bit too much in one chunk, you've got the option here as well of paying it via either credit card or PayPal. |
| 13:33 | What you can do when you get to the payment point though is you'll see that there is the option here to pay in weekly instalments. |
| 13:40 | So I'll just click on this, and when that comes up you have the ability to break you payment down into as many as eight individual weekly payments, so that'd take it down to just USD$16 a week. |
| 13:50 | If you do choose to do that, you still get full access to that course immediately after you've made you first payment. |
| 13:56 | So just trying to make that a little bit more affordable and a little bit more achievable for everyone there. |
| 14:01 | I think USD$16 is pretty cost effective for what's included in that course. |
| 14:06 | As with all of our courses, we do still offer a 60 day no questions asked money back guarantee. |
| 14:11 | Now for those who are a little bit more interested in what's in that course and want to maybe get a bit of a taste, what I'll do is I'll get the guys to put a link in the comments and in the chat that you can follow through. |
| 14:22 | So this is a free module that we pulled out of the course and it covers one of the common misconceptions that I see, which is the ignition requirements of the engine as we move from pump gas to E85, for example. |
| 14:38 | So this module that you'll be able to watch at your leisure covers an actual practical test on our Toyota 86 with a turbo charger fitted to it. |
| 14:45 | We run the engine at two points on pump gasoline, and find out where the knock threshold is, we do the same on E85, and we see what the requirements in terms of the correct or optimum ignition timing is in both points on both fuels. |
| 15:00 | So you'll really see exactly how the engine is affected by ethanol fuel. |
| 15:06 | Alright so give me one moment now, and we'll get started on today's webinar. |
| 15:37 | It's Andre from the High Performance Academy, welcome along to this webinar, where we're going to discuss some of the critical aspects of the fasteners that we use in our performance engines. |
| 15:47 | Now I know that probably the fasteners are one of those topics that most people don't give too much thought to. |
| 15:53 | It's definitely not the most exciting topic so it probably isn't on the top of everyone's mind when it comes to assembling the engine. |
| 16:00 | However those fasteners that do go into our performance engines are really critical to the reliability and the life expectancy of our engine. |
| 16:10 | Particularly when we take a factory engine and we're looking at producing maybe double, triple, or quadruple the power that that original engine was intended for. |
| 16:19 | So with that in mind, it's worth giving a little bit more consideration to exactly what our fasteners are doing, what we need to know about our fasteners, and also in this webinar we are going to be discussing some of the simple techniques that you can use to get the best results out of the fasteners that are going into your engine. |
| 16:39 | OK so what we're going to do is start by talking about how the fasteners actually work. |
| 16:45 | In most instances when we're talking about fasteners inside our engine, we're talking about a tension joint. |
| 16:53 | So for example if we consider the bolts that hold the cylinder head onto the engine block itself. |
| 16:59 | We've got the fasteners holding the head onto the block, and these need to be able to resist the combustion forces that are being produced inside the cylinder. |
| 17:08 | Those combustion forces are trying to force the piston down through the bottom of the block, but at exactly the same time they're also trying to lift the cylinder head off the block. |
| 17:18 | So it's critical for those fasteners to be able to provide a force that is equal to or exceeds the combustion forces that are trying to lift the cylinder head off the block. |
| 17:30 | If we can't do that, what we're going to end up with is our cylinder head lifting and we're going to end up with our head gasket leaking. |
| 17:37 | Now I should've mentioned as well, as with all of our webinars we are going to have a section for questions and answers at the end of the webinar, so if you do have anything that you'd like me to discuss in more detail, or anything related to engine fasteners at all, please ask those in the comments and in the chat, and the guys will transfer those through to me at the end of the webinar. |
| 17:58 | Now I think probably one of the aspects that really is just given no consideration at all is the way a fastener works. |
| 18:07 | I've got here an ARP L19 rod bolt. |
| 18:11 | So obviously as it sits here, it's a pretty strong little fastener. |
| 18:16 | It's gonna be pretty difficult for us to do anything to really bend or damage that fastener. |
| 18:22 | But when we're installing it, the part that is often overlooked is what we're actually trying to do is stretch the fastener slightly. |
| 18:30 | So you could really think of a fastener, rather than just a bolt lying on our bench, you could think of it more like a very very stiff spring. |
| 18:38 | What we're trying to do is tighten the fastener in order to stretch the fastener, and it's that stretch, if you can imagine as we stretch a spring, it tries to pull back together and that's what's providing that clamping force to hold the components in our engine together. |
| 18:54 | So that's the key point, what we're trying to do when we are torquing a fastener up, regardless how we're doing that, whether we're using a torque wrench, whether we're using torque angle method, we're trying to achieve the manufacturer's recommended stretch setting or stretch value inside of that fastener. |
| 19:12 | And if we get that stretch value correct, then we're going to get the optimal amount of clamping force from that fastener. |
| 19:19 | So with that in mind we definitely don't need to be a mechanical engineer in order to tighten a bolt. |
| 19:25 | That much is obviously clear but like anything when it comes to engine building, it's always valuable, if we have a little bit more understanding or insight into what's actually going on with the components that we're using. |
| 19:38 | So what we're going to do is have a look here, gonna jump across to my laptop screen. |
| 19:43 | This is a generic stress-strain diagram, so this is what is produced when a particular fastener is tested, basically it's put in a machine and it's stretched and the elongation of the fastener is measured. |
| 20:00 | So broadly without getting into too much detail, what we have on the vertical axis is the stress, which we could consider here for our purposes to be likened to the clamping load that that fastener is providing. |
| 20:15 | On the x axis here we have our strain. |
| 20:18 | So this is the amount of elongation in the fastener, how much the fastener is being stretched. |
| 20:24 | So let's move through this and we'll have a look at a few of the points on this graph. |
| 20:29 | So first of all as we start from a fastener that is just sitting on the bench, it's not installed at all, there's absolutely no elongation, there's no stress applied to it, what we find is that initially the relationship between stress and strain is a straight line, right up to this point here which we've listed as the proportional limit. |
| 20:51 | So up to the proportional limit, the relationship between stress and strain is linear. |
| 20:56 | As we move further we find that we get to the elastic limit. |
| 21:01 | So we've seen that the stress has just started to taper away. |
| 21:04 | So this elastic limit, this is the limit or point where if we now loosen the fastener off, it's going to revert back to its original length, there's going to be no permanent deformation of that fastener. |
| 21:18 | And we can tighten it up to the elastic limit and undo it as many times as we want, there's not going to be any permanent deformation. |
| 21:26 | As we move through to the next slide, we move through to the yield point. |
| 21:30 | Now at the yield point we see that the stress-strain diagram tends to flatten off a little bit. |
| 21:36 | And through this point here we're starting to see a more significant or appreciable amount of elongation with no real increase in the stress. |
| 21:46 | Moving forward we see though that once we go past the yield point we again see that stress or clamping force start to increase again, and we get up to our ultimate strength point on this graph. |
| 21:58 | So this is the maximum amount of clamping load that the fastener can produce. |
| 22:04 | Of course if we continue to tighten the fastener, probably a lot of you out there have been tightening fasteners on engines may have accidentally done this, you're going to get to the point where the fastener actually fails. |
| 22:18 | And you'll also physically feel that the resistance as you're tightening that fastener tends to drop away and that's as we go basically drop off this cliff. |
| 22:27 | And if we keep going the fastener is going to physically fail. |
| 22:31 | So again we don't need to be a mechanical engineer to be able to tighten our fasteners in our engine, but of course it does help if we do have a basic understanding of what is going on inside the engine. |
| 22:44 | Alright I'll just head back across to our notes here. |
| 22:49 | OK so what we need to understand there as well is there are broadly two types of fastener that you're going to be dealing with, and it really comes down to that diagram. |
| 22:58 | A lot of the factory fasteners that we will be using for the likes of head bolts for example are referred to as torque to yield fasteners. |
| 23:08 | Now these are the sort of fasteners where in the specifications in the workshop manual you're going to have a torque value to tighten the fastener down to, and following that there may be one or two further stages where you're going to be asked to torque the fastener a certain angle and that's where we're going to require a product like this, a torque angle gauge, or alternatively some of the torque wrenches on the market like this Snap On digital torque wrench that we're got here, actually include a torque angle function. |
| 23:41 | So these fasteners, these torque to yield fasteners, we're actually torquing them past that yield point, we're torquing them past their elastic limit, so they are going to be permanently deformed, and these are really a one time use fastener. |
| 23:58 | Once they've been torqued past that elastic limit, they're going to be permanently deformed, so we can't really reuse those fasteners. |
| 24:06 | On the other hand if we're dealing with aftermarket fasteners we're most likely going to be fitting an aftermarket stud kit or something similar to our engines. |
| 24:17 | In this case we've actually go an aftermarket bolt kit for a Subaru FA20. |
| 24:22 | And these fasteners are made out of a much stronger material and they are designed for repeated use. |
| 24:30 | So with those particular fasteners you'll find that we only have a torque specification. |
| 24:36 | There's not a torque plus angle, and these fasteners are going to be torqued within that elastic range of the fastener material, hence they are able to be reused. |
| 24:48 | OK so let's get into factory fasteners, what they're good for and why they may become a problem for us when we start modifying our car, or our engine I should say. |
| 25:00 | So obviously or understandably, we can expect the factory fasteners to be designed with the factory limitations of the engine in mind. |
| 25:09 | So if for example we're taking a turbo charged two litre four cylinder engine that was perhaps designed by the factory to run 15 psi of boost, and maybe produce 300 horsepower and run to 7500 RPM, the stresses involved in producing that sort of power, the types of cylinder pressure et cetera, will all be taken into account and the fasteners used will be adequate for that particular task. |
| 25:37 | Generally there's a reasonable safety margin provided in all of the components that go into factory engines so we may be able to get away with quite a significant increase in power or RPM beyond that range anyway, but at some point, particularly if we're going to be getting serious with the engine, then we're going to find that those fasteners may no longer be adequate for our tasks. |
| 26:02 | In particular one of the most stressed fasteners in the engine is the conrod bolt. |
| 26:08 | And this is actually an issue more to do with engine RPM than it is to do with engine power. |
| 26:15 | So when we increase the engine power, what we have is a compressor force acting on the connecting rod. |
| 26:23 | And it's the conrod bolt's job to actually reverse the rotation, reverse the direction of travel of the piston and conrod assembly as the piston goes past top dead centre on the exhaust stroke. |
| 26:36 | That's where the conrod bolt is really doing its job, and in that point it's actually in tension. |
| 26:42 | So really it's when we are either increasing the mass of the piston and the conrod assembly, or we're increasing the rev limit or potentially we're doing both, that's where the stress being applied to the conrod bolt is going to be massively increased. |
| 27:00 | Particularly with RPM, that's where we may need to increase the strength of our conrod bolts, replace them with something stronger. |
| 27:08 | The other area where we see common problems on high boost turbo charged engines is the inability of those factory head bolts to properly secure the head to the block, and make sure that we can contain the combustion pressure inside the cylinder, and this is where we have issues with the head lifting and the head gasket leaking. |
| 27:30 | OK so the other problem is that in most instances, we're going to find that the factory fasteners are a bolt. |
| 27:38 | So that's a little bit like what I've just shown you there with our Subaru FA20 bolt. |
| 27:44 | Now in a factory installation again, that's not necessarily a problem, bolts are more than adequate if they're designed for the required job. |
| 27:53 | Particularly in an engine that isn't expected to see constant or frequent disassembly and reassembly. |
| 28:00 | There are some downsides though to bolts in comparison to an aftermarket stud kit. |
| 28:06 | I'll just actually grab a stud. |
| 28:12 | So a stud kit in comparison, we have a separate stud which screws into the block. |
| 28:19 | Then we'll have a washer and a nut which tightens down onto the top of that stud. |
| 28:25 | So when we are tightening a bolt, we're actually applying two different forces to it. |
| 28:31 | We're twisting it and we're stretching it. |
| 28:34 | And really what we're interested in, as I said at the start, we're trying to achieve the correct amount of stretch in that fastener. |
| 28:41 | But the bolt is reacting to those two forces, both being stretched and twisted. |
| 28:45 | In comparison when we tighten down a stud, what we're going to be doing is we're going to be screwing the stud down into the threaded hole in the block and it's going to be staying put there, it's not going to move from there. |
| 28:57 | Then when we tighten down the nut onto the top of the stud, we're predominantly only trying to stretch it, there's much less twisting force going into that stud. |
| 29:10 | Now there are a couple of other advantages with the stud. |
| 29:14 | What we see, because there is no twisting force or less twisting force being applied to the stud, compared to a bolt, we do tend to get more uniform clamping, so we're going to get more even clamping force from the stud than we would from a bolt. |
| 29:29 | The other issue, and I mean this is less of an issue, or should be less of an issue than it tends to be, but when we are tightening a bolt down, if the bolt is perhaps a little bit too long for the blind hole that it's going into, often what we can get into a situation with, is that the bolt will actually end up bottoming in the hole, before it's reached its designed clamping load. |
| 29:54 | Now often this will be really obvious, the bolt simply won't ever get tight, won't ever get near the component that we're trying to tighten down, so it should be very obvious. |
| 30:05 | But in some situations where the bolt is only just marginally too long, this may not be apparent. |
| 30:10 | Now obviously this shouldn't be an issue if we're dealing with factory components, everything should be designed to be the right length, the right fitment, but I have seen this problem a number of times in the past. |
| 30:21 | So that is something that you can end up overlooking with a bolt, a stud on the other hand, much more obvious if there's a problem with the length of the stud, you're simply not going to be able to use the stud properly. |
| 30:36 | The other issue with a stud or advantage I should say with a stud is that in an engine that's being reasonably frequently stripped, disassembled, cleaned, reassembled, what we can find with bolts is that constantly removing them and refitting them into the threaded holes in the block in a cast alloy or a cast iron block, can over time end up damaging or degrading the threads in the block. |
| 31:01 | So over time, the threads will be damaged and that affects the ability of those fasteners to do their job. |
| 31:07 | With a stud in some instances we may be leaving those studs fixed in the threaded holes in the block so they don't actually need to be fully dissasembled depending on the operation that we are going through. |
| 31:21 | Another advantage with studs, particularly when it comes to the likes of a main bearing cradle or a cylinder head, is that the studs can act as guide dowels. |
| 31:34 | So if we're lowering a cylinder head down, we can actually locate the cylinder head, the bolt holes over those studs, and that's going to guide the cylinder head down into the correct location. |
| 31:44 | Likewise our head gasket will be located over those studs and it can't end up moving. |
| 31:49 | So the last advantage with studs, and this is probably the predominant reason why we would be reaching for a set of aftermarket studs in the first place is that they will almost always be made out of a superior material. |
| 32:02 | So they'll be made out of a stronger material that offers the ability to provide increased clamping. |
| 32:08 | So this is where we potentially get around these problems with our head lifting, our head gasket integrity problems, we physically have more clamping load holding that cylinder head down onto the block. |
| 32:22 | OK when we're using any fastener though, we also need to be very careful with the installation process and this comes down, what I'm talking about here, comes down to the lubricant that we use. |
| 32:35 | The lubricant that we use is going to have a very big impact on the amount of clamping load that we achieve in that fastener for a given amount of torque. |
| 32:44 | And what we're doing here, by using a lubricant we're basically affecting the amount of friction between the threads of the stud and the nut as we tighten that. |
| 32:53 | Or for that matter the bolt and the threaded hole that that bolt is going into. |
| 32:57 | So it's really important that you make sure that you use the lubricant that is specified by the manufacturer. |
| 33:05 | Inevitably if we are assembling a factory engine, you're going to probably find that the lubricant called for is just a plain motor oil, maybe a 10W-30 engine oil. |
| 33:16 | The reason for this is obviously most mechanics would have easy access to this. |
| 33:21 | That will work, it does get the job done, and again with a factory engine where the fasteners perhaps aren't overly stressed, that's probably going to be just fine. |
| 33:32 | What we would find though is that this can result in some inaccuracies or variability in the amount of clamping load applied by our fasteners. |
| 33:42 | So what we find is that when we move into the world of aftermarket performance fasteners, so stud kits et cetera, much more likely for the manufacturer to specify a special moly based assembly lubricant. |
| 33:55 | So in this instance here I've got a tube of ARP's fastener assembly lubricant. |
| 34:01 | You'll get one of these little sachets I should say, not a tube, you'll get a sachet of this with all of their stud kits. |
| 34:07 | If you are using a lot of their stud kits you can actually also buy a little bottle of this. |
| 34:12 | So the idea behind these moly based lubricants is that they do a better job of achieving a uniform clamp from the fasteners. |
| 34:21 | You're going to get more consistency from one tightening to the next of the stud. |
| 34:27 | The key point though is that the torque specification is given for the use of this moly based lubricant. |
| 34:35 | So if you're going to be using a motor oil instead, then the amount of torque that you would use is going to be very different there. |
| 34:44 | Now I've said right at the start of this webinar that really when we are tightening a stud down, tightening a fastener down, whether we're using a torque wrench or a torque angle sequence, what we're trying to do is achieve a specific amount of stretch in that fastener. |
| 35:03 | That's really the key point. |
| 35:05 | So all of the techniques that we use to tighten our fasteners really are all trying to accurately achieve the correct amount of stretch in that fastener. |
| 35:14 | So in a very limited number of situations, what we can actually do is directly measure that stretch. |
| 35:21 | Most often we're going to be doing that with a conrod bolt. |
| 35:25 | And we do this with a rod bolt stretch gauge. |
| 35:28 | So I just want to talk a little bit more about that. |
| 35:31 | So first of all, let's just jump across to our remote camera here and I've got here the torque specifications, or the bolt specifications I should say for the ARP fasteners that are fitted to our Brian Crower FA20 Subaru conrods. |
| 35:48 | And in this case the material that we're using is the 3/8 diameter bolt and it's the ARP 2000, 220000 psi material. |
| 35:57 | So what we see on the far right is the torque specification. |
| 36:01 | So traditionally this is how most engine builders are going to be tightening these fasteners. |
| 36:06 | So 45 to 50 foot pound. |
| 36:08 | But more importantly we can see there is a direct specification for our bolt stretch. |
| 36:14 | So this is the amount of stretch that we're actually trying to achieve and this 45 to 50 foot pound is just a round about way of trying to get us to 5.5 to 6 thou of stretch. |
| 36:25 | OK so with the rod bolts we're in a unique situation because this is probably one of the few fasteners in the engine that we often can get to both sides of. |
| 36:36 | And what we find is that the rod bolts that are fitted to aftermarket conrods actually have an allowance for us to easily measure them with a stretch gauge. |
| 36:46 | So again let's just jump across to our remote camera and hopefully you'll be able to see this. |
| 36:51 | This is an ARP L19 rod bolt. |
| 36:53 | And what I'm trying to show here is that in both ends of the rod bolt we see there's a little divet. |
| 37:00 | Now this little divet allows us to locate our rod bolt stretch gauge really accurately into the rod bolt and measure the stretch. |
| 37:09 | Alright so what we're trying to do here is we're going to use our rod bolt stretch gauge, it has a dial gauge fitted to the end of it, and we're going to be using that rod bolt stretch gauge to simply measure the rod bolt when it is not tightened up in the rod, and then what we're going to do is we're going to go through and tighten it in stages using our torque wrench and we're going to measure the stretch at each stage. |
| 37:35 | So let's just see if we can get this on our overhead camera here. |
| 37:39 | So I've got our conrod here and what we do with our rod bolt stretch gauge is we locate the stretch gauge over the rod bolt and it does get a little bit fiddly. |
| 37:49 | What we need to do is locate that rod bolt stretch gauge into those two little divets and we'll find that we end up with a position where we're measuring our minimum value on our dial gauge. |
| 38:00 | Once we're there, we can simply zero that dial gauge. |
| 38:03 | Once we've got our dial gauge zeroed, then we can take the rod bolt stretch gauge back off, and we can start tightening our rod bolts. |
| 38:12 | So what we wanna do here, we can actually use the rod bolt stretch gauge to kind of calibrate our torque wrench in a way. |
| 38:20 | So what we're doing is we're seeing what torque value actually gives us the stretch we need. |
| 38:27 | So obviously there can be calibration problems with our torque wrench. |
| 38:31 | So the 45 to 50 foot pound range that BC suggest there, we might find that possibly with our particular torque wrench we may be right at the top of that range, we might be right at the bottom, or maybe if our torque wrench is not quite right, we might be slightly outside of it. |
| 38:47 | So using the rod bolt stretch gauge, we can actually find out what the correct torque setting is for those rod bolts and we can have the confidence that we're getting the maximum amount of clamp that that rod bolt can provide. |
| 39:02 | And again those are one of the most stressed fasteners in our engine so we'd really like to know that the stretch is correct, we wanna know that the rod bolt is giving us the best amount of clamping force possible. |
| 39:16 | OK we're going to move into some questions and answers really shortly. |
| 39:20 | Before we do that we're going to just go through the process of fitting and tightening a conventional stud. |
| 39:30 | So what we'll be talking about here is an aftermarket head stud, main stud for example, the likes of the ARP stud that we've already looked at. |
| 39:39 | Now again on face value, really really simple process, there's not much to it, yet I still see this done incorrectly so many times. |
| 39:47 | And just by taking a little bit of care, a little bit of time and going through a process from start to finish, you make sure that those studs are going to be giving you the sort of results that you would expect. |
| 39:58 | So one of the first things you want to do, and ARP actually recommend this, is when you receive your stud kit, what you want to do is take all of the studs out, and you want to carefully inspect the threads. |
| 40:09 | Now clearly if we're buying a brand new stud kit, we'd like to think that these studs are going to be delivered undamaged, and that's the case, that's what I've always found. |
| 40:19 | But because these studs are also reusable, these fasteners are reusable, quite often when they've been taken out, they've been stored somewhere, they've been knocked against something, and it's not very difficult for one of the threads to get bruised or damaged, and this is going to have a really significant effect when we go to reinstalling it. |
| 40:38 | So if the threads are damaged, it's really, the best idea is simply to replace the stud and start again. |
| 40:45 | Once we've done that we want to also go through and clean out all of the threaded holes that these studs are going to be going into. |
| 40:54 | Particularly if you've got an engine that's got a lot of miles on it, it's been rebuilt a few times, you're likely to find there's corrosion, there's oil, there's gunge, there's a lot of stuff ends up in those threaded holes, and this is going to affect your ability to properly tighten that stud into the threaded holes, make sure that it's bottomed all the way, and making good contact with the threads in that hole. |
| 41:19 | So my process here, while you can purchase thread chasing taps, I simply use the correct bottoming tap, for whatever thread that you're using, so be it an M10, M11, M12, whatever you've got there, you just want to use a bottoming tap. |
| 41:36 | The reason we want to use a bottoming tap is that that's going to allow us to clean that thread all the way to the bottom of the threaded hole. |
| 41:44 | And you'll really be surprised exactly how much garbage comes out of those holes. |
| 41:49 | Once you've gone through that, my process is to simply then clean those threaded holes out with brake clean and then blow them out with compressed air and again you'll find that this in itself can take two or three goes before the brake clean's coming out clean and there's no more debris in there. |
| 42:06 | Once you've done that and you're actually ready to assemble everything, it's a good idea to go through and clean the fasteners down as well, the studs down. |
| 42:13 | So when these stud kits are supplied, they're generally coated with a product that protects them and stops them from rusting. |
| 42:21 | So we wanna clean them down, again I just use a brake clean product there, or isopropyl alcohol will also do the same job. |
| 42:30 | Now what we can do is actually install the studs into the block. |
| 42:34 | Now we aren't going to be torquing the studs down into the block. |
| 42:38 | What we do wanna do though is apply just a very light coat of engine oil to the threads there, to the mating threads. |
| 42:45 | This is just going to allow them to turn cleanly and thread cleanly into the block. |
| 42:50 | A lot of people want to use Loctite in this situation, and it's strictly, it's really not necessary. |
| 42:57 | You can use Loctite but if you're going to use Loctite, it actually requires another step because you need to correctly torque the fasteners down. |
| 43:05 | So in this case if you're doing a cylinder head, you'd want to actually locate the cylinder head down and torque it into place before that Loctite dries. |
| 43:13 | But it really is not necessary, you do not need to be using Loctite where those studs thread into the block. |
| 43:21 | And all you wanna do here is tighten them down just a little bit beyond finger tight. |
| 43:26 | You'll find that most of the ARP studs, or most of the performance studs actually have a hex drive in the top of the stud so you can tighten those down just with a hex socket or an allen key or something of that nature. |
| 43:41 | Once we've got all of our studs fitted to the engine, it's always a good idea just to have a quick visual inspection and make sure that they are all sitting down at the same level in the engine block. |
| 43:53 | If you've gone through the other steps, you've cleaned out your threads in the block properly and your threads on your fasteners are all in good condition then this shouldn't be a problem, but it's always a good idea just to check there anyway, and this will highlight if you've got any problems, it'll be really apparent, you'll have one stud perhaps sitting five or 10 millimetres higher than all of the others and you'll know that you're going to have to look a little bit deeper. |
| 44:17 | You can then fit your cylinder head for example, and what we're going to do is drop the washers down over the top of those studs. |
| 44:24 | Let me just grab one of our washers here. |
| 44:29 | OK so this is our ARP washer. |
| 44:33 | This is a hardened steel washer. |
| 44:35 | And what we want to do here is make sure that we lubricate the washer on both sides. |
| 44:41 | So we definitely wanna make sure that there's lubricating, moly based lubricant, whatever is specified on the underside of that washer where it's going to be contacting the cylinder head surface and also on the top where our nut is then going to be fitted. |
| 44:57 | We can then take our nuts, again we're going to be applying a little bit of moly based lubricant to the threads inside the nuts, drop those down and we can begin tightening them. |
| 45:06 | Now tightening the studs is another area which should be pretty simple but there is a little bit to it that you do need to understand. |
| 45:15 | So first of all when we end up with a stud kit such as this, what we're going to end up with is some specifications from ARP. |
| 45:24 | So let's just have a quick look at this. |
| 45:26 | So in this case we can see that there are two bolts in this kit, we've got M10 bolts, and the specification there is 40 foot pound, and we also have some smaller M8 bolts and the specification there is 20 foot pound. |
| 45:39 | We can see also just above that it recommends that the torque sequence, we use the manufacturer's torque sequence to tighten the bolts, and that this is done in three equal steps. |
| 45:50 | So this is the part that's often overlooked. |
| 45:52 | What we want to do when we're tightening any component down inside the engine is make sure that it's tightened equally. |
| 45:58 | We don't want to end up distorting anything, creating undue stresses. |
| 46:02 | So we want to tighten the fasteners down in steps, and we want to do it gradually. |
| 46:08 | So that's why ARP in this instance recommend three equal steps. |
| 46:13 | So for example if they said that the maximum torque was to be 60 foot pound for a particular fastener, I'd be doing my first stage of torque down to 20 foot pound, then to 40 and then finally to 60. |
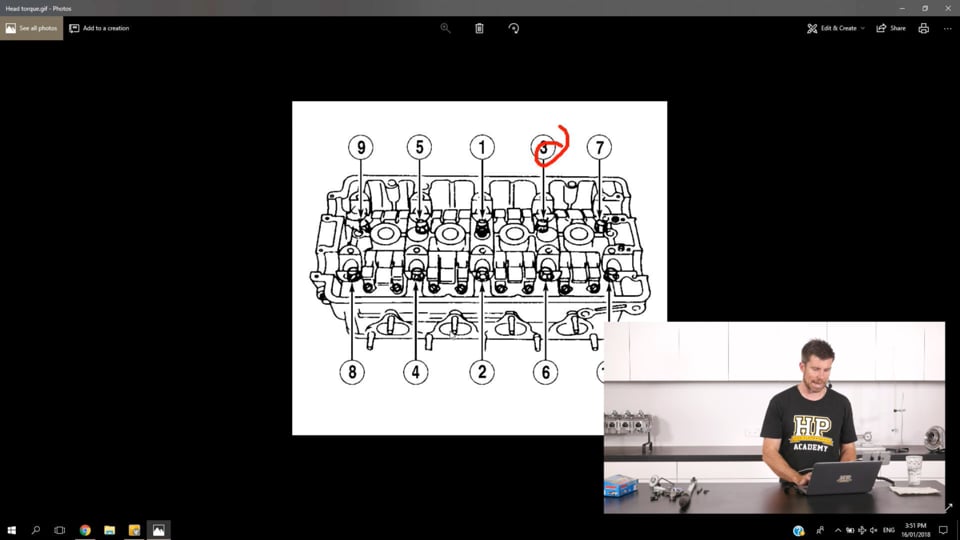
| 46:27 | The last part of this that's important to understand is that there is a sequence that we need to go through in order to torque down a component such as a cylinder head or a main bearing cradle. |
| 46:38 | So let's jump across to my laptop. |
| 46:40 | Here we've got a generic four cylinder cylinder head. |
| 46:43 | And we can see the torque sequence here. |
| 46:46 | So what we're doing is we're actually starting in the centre of the cylinder head and then we're just gradually working our way out. |
| 46:53 | And we're doing this diagonally so that we're basically pulling the cylinder head down evenly as we can from the centre outwards and creating no undue stress, we're not distorting any components. |
| 47:06 | So we'll go through that process, that particular order of torquing three times until we get to our ultimate or final torque sequence. |
| 47:17 | Now if you are using a torque to yield fastener, so this is where we're going to be tightening initially to a given torque and then we're going to be using our torque angle gauge to tighten the fastener down in maybe one or two further stages. |
| 47:34 | This can get a little bit confusing because you may end up getting sidetracked and lose track of exactly where you are in that torque sequence. |
| 47:43 | So for this reason I always use a marker pen or a paint pen and actually mark the head of the bolt once I've gone through that first stage and I've got the bolts all torqued down to that first torque rating. |
| 47:57 | Now once we've marked all of those fasteners, so for example we might end up marking the head facing towards the front of the engine. |
| 48:04 | Makes it really easy. |
| 48:06 | If we've got two stages of 90 degrees to go, what we should find is that when we've torqued all of the fasteners, all of those marks should now be facing towards the rear of the engine because we've turned the fastener through 180 degrees. |
| 48:19 | So if you've got one that's not facing the same way as all the others, that's again an indication that you've overlooked something. |
| 48:25 | The reason for this is with those sort of fasteners we can't got through, once we've done our torque angle setting, we can't go through and do a final check to make sure that our torque is equal on all of the fasteners. |
| 48:36 | And that's another point, if we are using an aftermarket stud kit that just requires a torque value, once I've gone through my three stages, I will also go through and do one final check and make sure that I have correctly tightened all of the fasteners. |
| 48:53 | Alright we'll move into some questions and answers now so if you do have anything, please ask those in the chat, in the comments and I will try and answer them. |
| 49:02 | May811 has asked, is it a good idea to apply Loctite thread locking to head studs and head fasteners? So I've covered that in the course. |
| 49:13 | I think this is probably a really big misconception. |
| 49:15 | No you don't need to do that. |
| 49:18 | If you have tightened those fasteners down correctly to the manufacturer specification, they are not going to work loose. |
| 49:25 | So thread locking compounds are not going to help you, and in fact they can hinder because they will affect the friction between the threads when you are tightening them so you may not end up getting the correct clamping load out of that fastener. |
| 49:44 | Justin Bennett has asked, would you recommend a specific brand of fasteners over others? Look I mean in most instances I probably end up using ARP fasteners. |
| 49:55 | I don't say that because ARP are paying me to say that, it's just that they do make a good product, and it's really accessible and easily available for most of the popular engines that we're dealing with, in my experience they do a great job. |
| 50:11 | What you will find though is that there are fasteners and then there are fasteners. |
| 50:16 | So even within the ARP brand for example, there are a variety of materials. |
| 50:21 | So when it comes to the likes of the rod bolts, this particular set of Brian Crower rods is fitted with an ARP 2000 rod bolt. |
| 50:32 | So that ARP 2000, that refers to the material that that rod bolt is made out of. |
| 50:37 | And the 2000, ARP 2000 material is basically their entry level material. |
| 50:42 | Nothing wrong with it, it's well above the specifications of most factory bolts, but also if you are looking at taking an engine that maybe was producing 300 horsepower, and running to 7500 RPM, and you're going to take that engine out to 1000 horsepower and 10, 11000 RPM, then the ARP 2000 rod bolt may not be sufficient for your use. |
| 51:07 | In this case they do have another range, they have their L19 and their Custom Age 625. |
| 51:12 | Much more expensive rod bolts. |
| 51:14 | They are also a lot stronger so just need to keep that in mind. |
| 51:21 | Dave has asked, how much difference would there be going from a standard off the shelf ARP stud that's torque rating is 80 foot pound, to an L19 stud that's torque rating is 90 foot pound? Is the greater torque rating the real benefit, or is the L19 material also providing greater clamping due to its material? Is the L19 basically a stiffer spring per se? Yeah without trying to get too much into the material construction because I am not a mechanical engineer here, it's really remember the torque rating is just a means to an end. |
| 51:54 | What we're trying to do is achieve a certain amount of stretch in that fastener in order to provide the clamp load. |
| 52:01 | The L19 material for example there is a far superior, much stronger material to ARP 2000. |
| 52:08 | Hence it can provide additional clamping. |
| 52:11 | So we're just again using additional torque in order to get the clamp load that we need. |
| 52:20 | Josh has asked what's the benefit of torquing at an angle instead of a certain torque value? OK so this comes back to, I don't know maybe Josh didn't quite catch the earlier part of the webinar. |
| 52:31 | So when we're talking about a lot of factory fasteners, they are referred to as a torque to yield fastener and it comes back to that stress-strain diagram and what we're actually doing is torquing the fastener beyond its yield point. |
| 52:45 | What we saw from that stress-strain diagram is if we get that right, we are going to permanently deform the fastener so it is not reusable but we do also see an improvement or an increase in the clamping force from that fastener. |
| 52:59 | As we go past that yield point, of course if you go too far, we're going to end up with that fastener rupturing and we're going to end up with the clamping force reducing as well so there is a limit to how far we go there. |
| 53:16 | Hey guys looks like we had a few questions that didn't quite make it in there before we finished that webinar and there's a couple of good ones from Facebook so I'm just going to deal with those now. |
| 53:25 | So our first one there comes from Jacob who's asked, is metal embrittlement of L19 head studs a problem? Yeah it is actually so when you're dealing with some of these fasteners, some of these higher end materials, you do actually have to be careful with the way these are handled. |
| 53:44 | So in particular the oil from your skin can end up resulting in damage to the fastener so the recommendation there is that you use nitrile gloves while you are handling and installing those fasteners to prevent embrittlement. |
| 53:59 | Our next question comes from Daniel who's asked, when you install ARP and other aftermarket studs on a fresh engine, is it common practice to recheck the torque settings at some point after a break in period? OK so this really comes down to the head studs. |
| 54:15 | In most instances with a metal multi layer steel head gasket or MLS gasket, it isn't essential. |
| 54:23 | However what we did actually find in a number of our drag cars where we really were battling for head gasket reliability or head gasket integrity, is that we did get benefit from retorquing the cylinder head after the engine had been run in, after it had been heat cycled a few times, and often we would end up getting a little bit more clamp out of those fasteners. |
| 54:48 | And back to back testing we found that that was a benefit. |
| 54:51 | In terms of the other fasteners in the engine such as rod bolts and the main bearing caps et cetera, that's not such an issue what we've got with the head gasket. |
| 55:06 | In particular if you're dealing with the likes of a factory composite gasket is that once the engine has actually been heat cycled though they do tend to crush down slightly. |
| 55:15 | So that's why you'll quite often find with a composite gasket engine that it is recommended that you retorque the head. |
| 55:23 | It can be a problem with some engines where you actually have to do quite a bit of work in order to retorque. |
| 55:28 | Some engines will require you to actually remove the cam. |
| 55:31 | So obviously a real big problem but can be beneficial if you're pushing the limits. |
| 55:38 | Danny Valdez has asked with additional clamping, how about bearing clearance, wouldn't that change? Sorry if this was addressed earlier. |
| 55:45 | No actually wasn't addressed earlier Danny and that is something that I probably should've brought up inside the webinar so thanks for asking that. |
| 55:51 | So yes this is a real problem. |
| 55:53 | Obviously if you are increasing the clamp loading on a component then this can end up distorting the component. |
| 56:00 | So a really good example of this was our Subaru FA20 engine. |
| 56:04 | And this is something that you'll see with a lot, particularly a lot of engine alloy blocks, is if we replace the likes of the main bearing bolts, the main cap bolts, with an aftermarket stud kit, what we can find is that those studs actually cause some distortion to the main bearing tunnel. |
| 56:24 | So in particular with our FA20, also we've got our Honda B18C that we're using for a worked example in our course, we actually had the main bearing journals line honed after those studs were fitted. |
| 56:38 | So this just ensures that the main bearing journals are still perfectly round and perfectly concentric. |
| 56:46 | So if you don't understand that, you can get yourself into a bit of a problem, bit of trouble and you'll also get into a situation as well where you may find that when you actually torque everything together, the crankshaft ends up tight and we don't have sufficient clearance, so a real problem there. |
| 57:08 | Our next question comes from, I think it's Yeoh, who's asked is fatigue intention creep due to cyclic stresses and constant tension load on my conrod studs something we have to look out for every time during an engine disassembly? OK let me just see if I can figure out a good answer for your question there. |
| 57:31 | OK so first of all fatigue, if you are using a good quality fastener, what we're going to find is that the strength of that fastener should be more than adequate, well above the required for that particular operation. |
| 57:48 | So fatigue life of the fastener shouldn't really be a huge or significant issue. |
| 57:55 | What we are looking for is anything that's going to cause permanent deformation for that rod bolt. |
| 58:02 | So for example if you are using a rod stretch gauge to tighten your rod bolts, what you can do is basically keep a diary of the rod bolt lengths, so you'll measure them when you assemble the engine, you'll measure them when you disassemble the engine and as soon as you start noticing any permanent deformation or if you notice any permanent deformation, that would be the time to replace those rod bolts. |
| 58:29 | In most instances though unless you're operating at a very high level, we can consider a lot of these components to be infinitely reusable. |
| 58:40 | It's only when we really start pushing the boundaries, that we may find that some of these components do have a life expectancy and will need to be replaced. |
| 58:48 | Justin has asked what fasteners throughout an engine would you recommend studding? And which would you never recommend? Look the main ones really are to replace the head bolts and the main bearing cap bolts, those are almost always bolts in a factory application with studs. |
| 59:08 | It's not necessarily essential in every application, it's going to depend on exactly how far you're pushing the engine. |
| 59:16 | But what we're finding as well is that for a moderate build where you may be taking a factory engine that produced let's say 250, 300 horsepower, maybe we're taking it up to 450, 500 horsepower, a good quality stud kit from the likes of ARP is relatively cheap insurance. |
| 59:32 | They are really well priced these days, so it just makes sense to include that expense in part of your build. |
| 59:40 | The other fastener that you may want to upgrade, in a lot of instances we will be jumping straight to an aftermarket conrod that is physically a lot stronger than your factory rod. |
| 59:52 | A lot of times though this is maybe done a little bit hastily and you may find that a lot of the factory rods are actually more than capable of handling what you're aiming to throw at the engine. |
| 01:00:04 | So sometimes some of the weaknesses with a factory rod will actually be around the conrod bolt. |
| 01:00:11 | So in some instances a cheap and cost effective option, if the rod that you're using is known to be up to the task and there's just a problem with the rod bolts, a lot of the manufacturers like ARP will also produce an aftermarket rod bolt that can be fitted into your factory conrod. |
| 01:00:28 | This comes back to the answer to the earlier question though if you are doing that quite often, what you're going to need to do is have your conrod resized, 'cause it can distort the big end journal of the connecting rod. |
| 01:00:41 | So then you need to also weigh up the cost of the rod bolt kit, along with the cost of having the conrods resized. |
| 01:00:49 | Sometimes that can be getting not too far away from the cost of some of the aftermarket conrods that are available for popular engines. |
| 01:01:00 | Alright looks like that's taken us to the end of those questions now so I apologise for cutting off a little bit prematurely there. |
| 01:01:07 | So hopefully that's answered everyone's questions. |
| 01:01:09 | Thank you again for joining us and hopefully everyone will be able to join us again next week. |
| 01:01:14 | Cheers guys. |





