283 | How to Select a Crankshaft
Summary
In this webinar we’ll look at the common options available for crankshaft construction, both from an OE perspective as well as in the aftermarket. We’ll discuss cast vs forged vs billet construction and learn about the pros and cons of each.
| 00:00 | - Hey team, Andre from High Performance Academy here, welcome to another one of our webinars and in this webinar we're going to be diving into the world of crankshafts and crankshaft selection and this is a topic that does come up a lot, particularly when people are selecting parts for a new build. |
| 00:18 | Now what we're going to be talking about is the different options that are available out there, we'll talk about the pros and cons of those different examples or different products and talk about why you would want to choose one over another. |
| 00:30 | This can help you get the right product for your build without potentially wasting money on materials that maybe are far stronger than you actually need for your application. |
| 00:42 | Conversely of course, no one wants to end up with a crankshaft snapping in operation, that normally ends up pretty bad and ends up with a pretty expensive repair on your hands so making sure that you've got a crankshaft that's going to be suitable for your application is going to be pretty important. |
| 00:58 | And this really comes down to a matter of basically weighing up the cost of the crankshaft vs the performance that you need and also the reliability that you want and there's never really too many free lunches when it comes to building performance engines and most often I would say that you do get what you pay for. |
| 01:19 | However we do also live in a time now where if you are dealing with a late model performance orientated engine, the products that are being put into these engines at least from the crankshaft standpoint are pretty damn impressive straight off the showroom floor. |
| 01:36 | So you can actually do a lot with the stock components before you ever need to consider upgrading. |
| 01:43 | Now case in point here, I just want to talk a little bit about my own Mitsubishi 4G63 drag engine, this is something that we developed for a fairly long time and I'll just try and get a photo up of this so if we jump across to my laptop screen here. |
| 01:59 | For anyone who has been following us for a while I imagine you probably haven't been hiding under a rock and you do have some awareness of this car but for those who haven't, this is my old shop car from my last business which was Speedtech Motorsport or STM. |
| 02:15 | And basically we developed this to start out with it was a street legal 10 second car and by the time we retired it, it held the world record for the fastest Mitsubishi Evo 4WD drive running as quick as 8.23 at 180 mph. |
| 02:28 | Now we retired that I want to say probably 11 or 12 years ago now so it hasn't been raced for some time. |
| 02:35 | Held that record for about 3 years after we retired it and it actually only just recently dropped off the 4G63 4WD top 10 so still pretty potent, even though there are much faster cars these days. |
| 02:48 | So the engine that was in that in its final iteration we were putting out 1166 wheel horsepower running 54 psi of boost on methanol fuel and it revved to 10500 RPM, occasionally maybe just a touch over that, I think I saw about 11200 as the maximum revs it ever pulled. |
| 03:08 | Now with an engine at this level, understandably it went through a number of iterations of builds. |
| 03:13 | We tried stock crankshafts, we moved to expensive billet crankshafts and the reality in that particular case was we actually found that the reliability of the stock Mitsubishi crankshaft was arguably just as good as some of the billet crankshafts that we were using at the time. |
| 03:32 | Now that's not to say that every billet crankshaft out there is just the same as a factory Mitsubishi crankshaft, obviously just because you've got a billet crankshaft, that doesn't, that's not the end of the story, there's different materials, there's different finishing processes etc that also affect the reliability. |
| 03:49 | More the point there is if you are going to go and build a 500 or 600 horsepower 4G63, do not think that you need to instantly go out and replace the crankshaft with something aftermarket because the factory one's going to fail and that pretty much goes across the board for most late model performance engines that use a factory forged crankshaft. |
| 04:11 | So a little bit of a side story there but worth mentioning. |
| 04:16 | Now essentially the options that we have out there include cast crankshafts as we'll talk about in a moment, it's pretty unlikely these days you'll be dealing with one of those and we'll talk about why and the pros and cons shortly. |
| 04:31 | Then there'll be forged crankshafts. |
| 04:33 | The majority of engines that I work with come with a forged crankshaft from factory, we'll talk about pros and cons of those and then of course we have the option for billet which is a term that's thrown around a lot these days and there's a lot of misinformation about what billet is, what it isn't and as usual there's some pros and cons involved with that. |
| 04:55 | Basically everything really comes down to the budget that you've got available and what your expectations are in terms of power, reliability and also RPM ceiling is a big consideration there. |
| 05:08 | Alright so let's go over the 3 options we've got, we'll start with the cast crankshaft and essentially again, as I mentioned, unless you're dealing with something that is a fairly old engine, maybe something that is a historic vehicle, the chances of you coming across a factory cast crankshaft are relatively low these days. |
| 05:28 | Most manufacturers have moved to producing forgings from the factory. |
| 05:32 | Casting however is still something that you may come across so it's worth understanding it and understanding how to identify if you've got a cast crankshaft. |
| 05:41 | The cast crankshaft process or casting a crankshaft using this process is basically a case of heating up the material, cast iron, to a point where it's molten and literally pouring it into a mould that is the shape of the crankshaft and then there's obviously going to be some finishing to the crankshaft journals in order to get those to a finished size, make sure everything is turning true and concentric etc. |
| 06:07 | So from a manufacturer's perspective, this is great because it's really cost effective and really fast to produce a crankshaft using the casting process. |
| 06:16 | However the problem with this, the big issue really is that there is no grain structure essentially within the cast crankshaft so it's not a material that's very strong once we've got that finished cast crankshaft. |
| 06:31 | What this means is that for a performance application, when we provide a huge amount of power, cylinder pressure that's applied through the conrod into the crankshaft, or we spin the engine to very high RPM, you are very prone to having a cast crankshaft fail. |
| 06:50 | If you're lucky, you might end up in a situation where the crankshaft breaks maybe at the front or the rear on a main journal and it doesn't destroy your block but it's just as likely that it's going to essentially destroy your entire engine. |
| 07:03 | So cast crankshafts, really that's about as much as we need to talk about those but it is worth understanding how to know if you do have a cast crankshaft. |
| 07:12 | So let's jump over to my laptop screen for a moment and because the casting process literally is just pouring the molten material into a mould, we do end up with this parting line which is a very sharp line and you'll see that down the crankshaft itself. |
| 07:31 | On the other hand, as you can see here, forged crankshaft which we'll talk about next, we've got this wider, much wider parting line or line on the crankshaft so that is the way of distinguishing between a cast crankshaft and a forged crankshaft and basically all components that are cast will share this so if you've got a cast iron block, you will see parting lines normally on the inside of the engine block which are nice and sharp like this as well. |
| 08:00 | Consequently, that's actually something that when we are prepping the cast iron engine engine blocks, we want to actually remove those because those sharp lines often end up basically breaking material free at high RPM and high load which can obviously go through your oiling system. |
| 08:16 | Alright so cast crankshafts done, don't want them, get rid of them unless you are building something that makes very low horsepower, very low RPM and if you are you're probably in the wrong place if you are watching this lesson. |
| 08:30 | So next up we have our forged crankshafts so as I've already said, chances are this is what you're going to see in most late model factory performance engines and we've got case in point, I'll just get rid of this billet crank, we'll talk about this one in a second. |
| 08:46 | So this one here is the crankshaft out of our 4G63 Evo 9 engine and if we just turn this over, I'll bring it around to the front here, basically just, it's a little bit hard to see on our overhead but this section here is exactly what we've just looked at in that picture. |
| 09:05 | We've got this wide parting line from the forging process so how does forging work? Essentially what we do is we take the crankshaft a piece of material and then we force it into the shape of a crankshaft under intense heat and also intense pressure. |
| 09:26 | The difference between forging a crankshaft like this and casting a crankshaft is that the forging process basically gives us a very fine grain structure in the crankshaft so that grain structure is important to the strength of the crankshaft which is why a forged crankshaft can put up with more power, more cylinder pressure and more RPM than a casting. |
| 09:48 | So those are your main differences there. |
| 09:51 | Now obviously not all forged factory crankshafts are made equal. |
| 09:56 | As I mentioned, obviously the 4G63 crankshaft there, I've personally run these to in excess of 1000 wheel horsepower That's not to say that every 4 cylinder factory forged crankshaft is going to be able to do that so we do need to understand that a little bit of research into what others are achieving with the factory crankshaft is worthwhile before you blindly assume that you're going to be absolutely fine. |
| 10:21 | Considerations with this, is the material that is used, the design of the crankshaft in terms of the counter weights, I'll talk a little bit about counter weights shortly, and also some of the finer details like the way the crankshaft is finished around the fillet radius. |
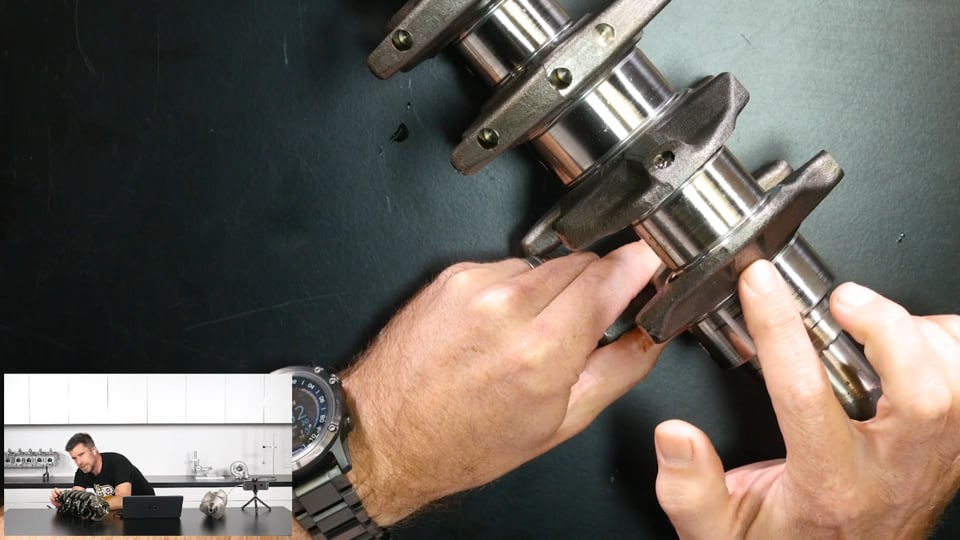
| 10:38 | So let me just grab the iPhone camera here and we'll just see if we can get a bit of a better look at the fillet radius. |
| 10:49 | So it is a little bit hard to see. |
| 10:51 | No that's probably not where I want to be actually, let's try this one here, that'll work. |
| 10:55 | So these fillet radiuses in here which is where we move from the journal itself that the bearing is supported against with the oil film, to the throw of the crankshaft, that's one of the most highly stressed parts of the crankshaft so this is generally where we're going to start having cracking occur which is the start of the end with our crankshaft. |
| 11:25 | So the way this is finished is really important. |
| 11:27 | It's a little bit hard to see in this particular image but what we've actually got there is the journal surface which is flat and then we've got a little bit of an undercut so it actually drops down below the surface that the bearing will run against and then we've got this nice radius into the throw of the crankshaft. |
| 11:43 | That radius is really important to ensure that there isn't a focus of stress in that point, if we've got a sharp edge, you're much more likely to get a stress raiser, or you will get a stress raiser and you're much more likely to have the crankshaft fail there. |
| 11:58 | So this is just good crankshaft design, not all OEs do create their crankshafts equally so just inspecting the design of the crankshaft in areas like this does make a bit of a difference in terms of understanding what that crankshaft is likely to be able to do and what it isn't able to do. |
| 12:17 | So pros of the forged crankshaft, grain structure, that's really the main one there, we've got a denser material from that forging process, we've got a material that has a defined grain structure, it's simply going to be stronger. |
| 12:30 | The downside of the forging process is that it is a more expensive process, it's more time consuming, it takes more energy to produce a crankshaft in this manner compared to casting so your overall finished product is going to be more expensive. |
| 12:45 | In comparison to our next option as well, forging isn't something that would be used for a 1 off crank design or a very low run crankshaft volume so that's another consideration there. |
| 12:59 | If you're looking for something pretty unique, maybe you want a crankshaft with some specifications that aren't available off the shelf, then forging's certainly not something that you're going to be able to get a custom crankshaft made, that's pretty unlikely. |
| 13:17 | The third option that we've got is a billet crankshaft and again there's a lot of misunderstanding about what billet is and what it isn't, the pros and cons of billet material and the limitations. |
| 13:30 | So most people think that billet, because we hear that term thrown around so much, must be the best, it must be superior. |
| 13:38 | And yes it can be but there are actually some drawbacks compared to the likes of a forged crankshaft and really this comes down to the grain structure. |
| 13:48 | So let me just get the billet crankshaft back under our overhead and we'll have a look at a few of the aspects of it. |
| 13:56 | Probably actually a little bit tighter on that overhead than we need to be but you'll get the idea here. |
| 14:01 | So this is a Manley stroker crankshaft for our 4G63. |
| 14:05 | That'll probably give you a pretty good idea of what's going on in here. |
| 14:08 | So the reason we went this path was because we wanted a crankshaft that isn't actually available from the factory in this stroke so this is a 94 mm stroke crankshaft, factory 4G63 crank is 88 mm, you can use the 64 crankshaft which is 100 mm giving either 2.0 or 2.3 litre. |
| 14:30 | I don't personally, I'm not a huge fan of the 100 mm stroke for an engine that I want to rev so I've personally had really good results with the 94 mm stroke crank, gives a nice improvement in capacity and bottom end torque plus the ability to spool the larger turbo compared to the 2 litre, still easily capable of revving to 8000 or 9000 RPM in a street engine. |
| 14:52 | We've run these crankshafts in 2.2 litre engines to in excess of 10500 RPM in some of our drag engines as well. |
| 15:00 | So anyway, back to our overhead here, the first thing that's really clear is these nice smooth fully machined counter weights or counter balances on the crankshaft. |
| 15:10 | And while it's not that easy to see from our overhead, the other aspect of this is there is no parting line, we've got our sharp cast parting line, we've got our wider parting line from the forging process but we don't have any of that. |
| 15:24 | So that's the identifier of a billet crankshaft. |
| 15:27 | We do need to be a little bit careful here because some crankshaft manufacturers actually do take a forging them basically do a finished machining process so you can end up with a forged crankshaft that looks a little bit like this but that is much less common. |
| 15:43 | So the billet crankshaft is essentially produced from, as its name implies a billet of the correct steel or material, normally these are made out of 4340 but there are other materials that are used as well. |
| 15:58 | And that billet just starts as a large round cylinder of the material, it's put into a lathe and essentially it is machined into the finished form of a crankshaft. |
| 16:08 | As you can understand, that's going to be really time consuming. |
| 16:12 | Particularly with the conrod throws, there's a lot of material that needs to be machined off this. |
| 16:19 | These days with CNC machining I'm not a machinist but I can only imagine that the ease of producing a crankshaft that looks like this has become much simpler but still there is a lot of work that goes into this. |
| 16:33 | So the downside of the billet crankshaft is basically twofold, the time required to produce it, the amount of material that is wasted and then the part that's so easy to overlook is because while we are starting with a superior piece of material compared to a casting, definitely it's nothing like a casting in terms of grain structure, that billet does have a nice strong grain structure in itself but we're basically cutting through this, we're machining through that billet and turning it into something that looks like a crankshaft so we don't actually have the grain structure flowing in the shape of the crank throws and the journal like we do with our forging. |
| 17:14 | So all things being equal, and it would be impossible to have the 2 crankshafts absolutely equal, the forged crankshaft does still have a superior grain structure. |
| 17:24 | So that's a consideration there, the upside of the billet crankshaft is that we can produce crankshafts that just aren't financially viable to do in small runs using the forging process anyway so the material strength and the materials available basically go a long way to making the issue of grain structure much less significant than when we look at cast vs a forged crankshaft in the first place. |
| 17:56 | Now there are other aspects to this as well, not strictly about the crankshaft manufacturing process but in terms of producing a crankshaft that is suitable for a performance application. |
| 18:11 | What we can see here, if we go to our overhead is that the oil galleries, they are drilled through the crankshaft here, basically to link the oil feeds for the big end journals so that we can get oil supply to those bearings, we've got to get that oil supply from the main joirnal which is where it's supplied into the crankshaft in the first place through the oil galleries. |
| 18:33 | Long story short basically we need to get that oil from the block into the crankshaft and then from the crankshaft up to the big ends. |
| 18:41 | But the problem is that when we do a strip down and we clean everything we really want to be able to get access to those galleries so in this application here, Manley who produced this crankshaft have basically drilled and tapped the crankshaft for little plugs there so these are a tapered plug, thread plug that we can remove to fully clean the crankshaft so that's a really nice feature. |
| 19:04 | If I just swap over to our stock 4G63 crank. |
| 19:08 | Let's see, we can see that in stock form, and this is pretty common, basically we've got a ball bearing that is pressed into location after the crankshaft has been machined and then that's pinged over. |
| 19:22 | The problem with this is that it's very difficult to remove that. |
| 19:26 | The process I've used in the past is to have those ball bearings spark eroded. |
| 19:30 | It's stainless so trying to drill it out will be absolutely hopeless, so having it spark eroded is the only way I found to reliably and quickly get them out. |
| 19:40 | After that of course you can then drill and tap the crankshaft for a pressure plug yourself but it is a consideration, particularly if you've got a used crankshaft. |
| 19:49 | We really want to be able to make sure that we don't have any material trapped in behind there, particularly if the crankshaft or the engine has suffered some problem and there's been debris that has been thrown around inside of the engine, we want to make sure that that doesn't get trapped up in there and get released while the engine is running. |
| 20:06 | So those are our main issues there and the distinction between the forged and the billet crankshaft. |
| 20:14 | As I mentioned, there are also material considerations though so I mentioned that the majority of the billet crankshafts that we come across will usually be made out of a 4340 material which for most instances is going to be absolutely fine. |
| 20:30 | Last year when we were at Sydney Jamboree I ended up talking to Jim from Nitto Performance Engineering over there, Nitto, very well known for producing rotating assemblies for a fairly wide range of engines but probably quite famous for the products that they're producing for the RB26. |
| 20:53 | They've got engines that are producing somewhere in the region of 2500 plus wheel horsepower running deep into the 6s now and what they found is at that sort of power level, once they're up over 2000 plus wheel horsepower, the 4340 material was not strong enough, it didn't have the rigidity that it needed and what we get with these crankshafts is while they look like they're really nice and stiff and rigid while it's sitting there on the workbench, you do get to a situation where at very high cylinder pressures and high RPM, the whole crankshaft is flexing and if we get enough flex, first of all over time it's going to end up resulting in the crankshaft failing, it's going to end up cracking and failing, but we also run into more immediate pressure problems with the crankshaft flexing to the point where we get metal to metal contact between the crankshaft journals and the bearings, that's going to result in very fast catastrophic failure so we need to stay away from that understandably. |
| 21:51 | I forget the exact specification, I think it was EN40B that Nitto went to, they basically made a higher spec crankshaft for the handful of people pushing these engines that hard, sort of 2500 plus horsepower and in their initial testing I believe that that product was relatively new back beginning of 2020, they had done a few teardowns and were showing really promising signs that the improved material had also fixed that problem they were having. |
| 22:22 | The problem with this, and again it comes down to just understanding the requirements for your application. |
| 22:28 | If you were to go to his EN40B material, understandably that's going to be significant increase in expense compared to a 4340 crankshaft and if you're making 1000 wheel horsepower, it simply wouldn't be justifiable so this is where really understanding your requirements, understanding what's available and the implications of that for your application is so important. |
| 22:52 | Right we're going to get into some questions really shortly so probably a good time to mention if you do have any questions, please ask them, we do have a few more aspects to cover. |
| 23:02 | Now now strictly related to our material selection here but it's important to also talk about the hardening process that is used on a crankshaft. |
| 23:14 | So the material, while the materials that crankshafts are made out of is relatively hard anyway, most crankshaft manufacturers, OE and aftermarket go a little bit further to providing a further hardened surface for the crankshaft journals. |
| 23:30 | The 2 processes, in the aftermarket for a performance crankshaft, we typically use gas nitriding which is a process that a lot of heat treating companies will be able to do for you, the crankshaft is heated up in a gas that includes a number of chemical elements, I'm not a chemist so I can't tell you exactly what is involved with that but basically those infuse into the surface of the crankshaft and provide a very hard surface. |
| 23:59 | The reason that this is important is that it just provides a little bit more long term reliability for the journal. |
| 24:05 | If there does end up being a small amount of debris that passes through the oil which even in the best of cases is often unavoidable, it's not going to end up scoring the crankshaft and rendering it useless, normally the debris in turn will actually end up getting embedded into the bearing material where it'll stay so the hardened surface is quite important from a long term wear perspective. |
| 24:28 | Not strictly speaking from a strength perspective. |
| 24:31 | The other option for surface hardening is induction hardening which is much more likely what we see with a factory crankshaft which is where the crankshaft is, it goes through a process called, understandably, induction hardening which basically produces a localised hard surface on the crankshaft journals. |
| 24:51 | The problem with these two options here is just understanding how think that surface hardening is. |
| 24:58 | The difference between induction hardening and gas nitriding will produce a different thickness of that hardened surface, also how the gas nitriding process is taken out will also dictate how far into the crankshaft surface the hardened surface will go through. |
| 25:18 | But the key point to take away here is that if you get to a situation where the crankshaft does need to be ground to undersize on any of the journals, then chances are that that's going to grind through the hardened surface because it is very very thin. |
| 25:32 | And you're going to end up with an unhardened surface so what are your options there? So in the past I have gone through the process of having a crankshaft gas nitrided to reharden it. |
| 25:43 | I personally haven't had great results from this. |
| 25:48 | The reason for this is because of the temperatures that are used for the gas nitriding process, more often than not I end up with a crankshaft that has moved slightly and basically essentially ends up with a very minor bend in it. |
| 26:03 | Now this can usually be corrected but it doesn't really give me a huge amount of confidence in the process when 9 times out of 10 I find that the crankshaft will be slightly bent as a result. |
| 26:16 | Obviously we don't want a bent crankshaft. |
| 26:18 | So the other option is, you can do nothing at all which sounds a little bit scary and I know a lot of people ask me about this in our webinars, can we, is this a problem if the crankshaft is running and it's not a hardened surface? The reality is that if you were running a road car engine and you wanted 100 plus thousand miles for your next overhaul, probably not but for a race application where our engines are getting torn down and rebuilt regularly, I actually haven't found that much of a significant impact from not having the surface rehardened. |
| 26:54 | So basically we're seeing the ultimate run time of the crankshaft is going to be much shorter usually anyway and we're seeing it regularly enough that we can pick up on any undue wear before it actually becomes a problem. |
| 27:08 | The next question that sort of comes up as part of this is will an unhardened crankshaft surface like the affect the srength? In my own experience I haven't seen any detrimental impact to the crankshaft strength from grinding the crankshaft and running it in an unhardened state. |
| 27:26 | It's not so much a case of strength, it's more just a case of reliability. |
| 27:31 | Now the other thing that I also wanted to talk about, and this is more due specifically down to the 4G63 here and one of the things that is always worth keeping an eye on with these 4G63 during a teardown, this is more of a case, it's an issue on the earlier 7 bolt 4G63 crankshafts where they ran a 1 piece centre main bearing that incorporated the thrust collars. |
| 28:02 | From the Evo 5 onwards they went to separate thrust washers and that seemed to fix the problem but on the earlier 4G63s, there's very well known issues with what was called crank walk. |
| 28:16 | So let me just get in here and I'll see if I can get this located and in a place where I can show you. |
| 28:25 | So what we're interested in here, during a tear down on a 4G63, yeah I think that'll do it, is inspecting this thrust surface of the crankshaft here. |
| 28:35 | Now in this case we do need to consider whether the crankshaft uses a push type clutch, in which case this is the surface we'd want to look at, pointing in this direction, this is the rear of the crankshaft so when the clutch is depressed by the driver's foot, basically tries to force the crankshaft towards the front of the engine. |
| 28:54 | So this surface here runs against the thrust bearing inside, or the thrust washer inside the engine and what we're looking for during a teardown of these engines is just to make sure that that surface is perfectly smooth and perfectly flat. |
| 29:08 | Essentially you shouldn't have any scratching or scoring that you can see or anything that you can feel with your finger nail. |
| 29:16 | On those earlier 7 bolt engines that were starting to suffer from crank walk or thrust bearing failure, you'd quite often see a very obvious sign that the crankshaft surface, that thrust surface was severely worn and there'd be quite a deep ridge gouged into that. |
| 29:34 | Often this would also be visible on the thrust bearing itself so that's just something, and it really goes for all engines, it's just good practice to basically have a thorough examination of the components as you're pulling them out and make sure that there's nothing obviously wrong there that you do need to correct. |
| 29:54 | The reason I say this is so often, we can overlook that at the start and then if we get to a point where the engine's all back together and we haven't picked up that problem still and we haven't picked up the fact we've got excessive thrust clearance, we're going to end up with an expensive freshly built engine that is unfortunately destined to suffer a very short life and a fairly expensive failure. |
| 30:16 | Even if we get to a point where we pick this up during final assembly which we definitely should, we're going to be in a situation where we're then going to need to fix it which is going to waste further time, particularly if you need to rely on your machinist so always a good idea just to thoroughly inspect all of your components, we're obviously focusing on the crankshaft today but this really goes for everything you pull out of the engine and pick up on any little hints of a problem there and then rather than finding them during the final assembly where as I say it's going to waste a lot of time. |
| 30:48 | Now the other aspect I just want to talk about here is crankshaft bearing, or bearing selection in general and how we can go about this. |
| 30:57 | Now actually I'll start with this crankshaft that I've just moved out of the way. |
| 31:01 | Now there's a variety of different ways that we can choose our crankshaft bearings, I'm just trying to figure out if that's going to show up on our overhead, and it isn't. |
| 31:10 | And a lot of factory engines actually use essentially a blueprinting process. |
| 31:18 | I'm just trying to align this so we can actually see what I want to talk about here. |
| 31:24 | I think that'll work, just make sure that the iPhone's not going to fall off. |
| 31:28 | I do apologise it is a little bit tricky to see but on these 2 parts of the crankshaft journal, if we look at our iPhone camera, we can see that there are a set of numbers that are stamped into the crankshaft. |
| 31:40 | In this case we've got 22122 and then we've got 2222. |
| 31:47 | So these numbers here relate to the outside diameter of the main journal on the crankshaft. |
| 31:57 | These ones here relate to the outside diameter on the big end journals of the crankshaft so this is kind of a factory blueprinting technique. |
| 32:05 | On the block and on the conrods we'll also find numbers stamped and basically when the crankshaft goes through final inspection at the plant, basically all of the dimensions are measured and depending exactly where they are in the tolerance range, that will define whether it is a 1, 2 or a 3 stamped onto that crankshaft. |
| 32:27 | Likewise the engine block and the conrod. |
| 32:30 | So what this means is that then we can use that data to help decide what grade of bearing or what identification number on the bearing we should have. |
| 32:39 | If we get all of this right, this should give us the factory oil clearances that Mitsubishi specify. |
| 32:48 | So a couple of things about this, one, that's going to be great if we do want Mitsubishi's recommended oil clearance, we may not, particularly if we're building an engine to make a lot more power, rev a lot higher. |
| 33:00 | Generally my preference is to build the engine a little bit looser than the factory tolerances. |
| 33:05 | The other part though is first of all, if we've got a second hand crankshaft that's unknown origins and it's done some mileage, we don't necessarily know that those sizes for the journals are accurate anymore. |
| 33:20 | And of course if we've moved to aftermarket components like our crankshaft here, we've got no markings on that so what do we do. |
| 33:28 | Well if we jump across to my laptop screen for a moment, we'll see here, just zoom in a little bit, this is out of the factory Mitsubishi workshop manual for the 4G63 Evo 9 and you'll get this with any factory workshop manual, obviously I'm focusing on the Evo 9 here but this is just one of the reasons why it's so important to get a copy of your factory workshop manual before you start building your engine. |
| 33:52 | And basically what we've got here is these identification marks that I just mentioned, 0, 1 and 2 for the crankshaft journal outside diameter. |
| 34:03 | Likewise we've got the cylinder block bearing bore, that's what they've called it here and the identification mark on that which Is again a 0, 1 or a 2. |
| 34:12 | So the important part here is it actually lists the size in both millimetres and inches for each of those identification marks. |
| 34:21 | In other words here for our top one, for an identification mark, the 0, that crankshaft journal size must be between 56.994 mm and 57.000 mm. |
| 34:33 | So obviously if we have this information and armed with our trusty micrometer we can replicate these measurements on our aftermarket crankshaft or our used factory crankshaft and just confirm before we go any further that yes in fact it is still on that identification mark size or with our new crankshaft, find out where it actually fits in that range. |
| 34:56 | You can do exactly the same with our block or our conrod bearing journal using our micrometer and dial bore gauge and basically reverse those measurements back and then using this grid here, it tells us for example here if we are dealing with a identification mark 1 on our crankshaft and we are 0 on our cylinder block, we should be using a crankshaft bearing with an identification mark 1. |
| 35:25 | Different engines do this in a slightly different way or different factory workshop manuals do this in a slightly different way but essentially this is the factory way of blueprinting the oil clearances and getting them where they want it to be. |
| 35:38 | Conversely if you know what the factory oil clearance is, you can then manipulate the factory bearing grade or identification mark that you're using to adjust your oil clearance and get it to where you want it to be once you know what the crankshaft journal diameter and the conrod bore diameter or the engine block bore diameter is, you can basically manipulate those numbers to suit yourself. |
| 36:05 | Right I think we'll move into some questions now, that's probably enough talking from me, we'll see what we've got, if you've got any more, keep them coming. |
| 36:18 | First question comes from Jax who's asked, where is a good place to buy a new crankshaft? Jax that's a pretty difficult question for me to answer because a lot of this is going to come down to where abouts in the world you are. |
| 36:31 | There are obviously the big companies like Summit and JEGS that will supply just about anything you can imagine for a popular performance engine. |
| 36:43 | We deal with a local company here in New Zealand that sources a lot of the components out of the US like the Manley crankshaft we've got. |
| 36:51 | So much of it's going to come down to where you are in the world and specifically what brand you're looking for. |
| 36:58 | A good way to start, if you've got your eye on a particular brand would be to reach out to the sales department of that company and ask them if they have local dealers in your area, that's probably what I'd suggest. |
| 37:09 | Suhas has asked, when we reduce the weight of the crankshaft, it spins up quickly but it can bog down easily beyond a certain limit. |
| 37:15 | So if we go by this, it needs lighter pistons and a conrod to offset the reduced counter weight in order to maintain balance. |
| 37:20 | How do we know whether the used piston and conrod weights are ideal for the lightened crankshaft? For a street and weekend track car, can you suggest a machining process which can be done on the crankshaft to gain some performance without sacrificing reliability? OK so this is probably something that I actually should have included inside of this webinar. |
| 37:37 | There's a bit of a problem with what you've said there because it can be accurate but it depends very much on the type of engine that you're dealing with. |
| 37:46 | So if we've got, let's say an inline 4 cylinder or a 6 cylinder engine, the weight of the pistons and the conrods actually has no impact whatsoever on the balance of the crankshaft, that's because when, for our case, our 4 cylinder crankshaft, we've got number 2 and number 3 piston and conrod at top dead centre, we've got number 1 and number 4 at bottom dead centre so the piston and conrod weights actually cancel each other out so when we're dealing with the balancing of these crankshafts we basically balance the crankshaft, the front pulley, usually I'll include the flywheel and the clutch pressure plate, we balance that as one assembly or actually we leave this to our machinist because it requires some specialist equipment to do so. |
| 38:29 | Once we've done that we can then balance the connecting rods and the pistons but we're balancing them just to each other, essentially what I mean is we want all of our pistons to weigh within whatever our tolerance is, let's say half a gram or whatever we decide that's going to be. |
| 38:41 | Likewise our conrod big end and little end weights will also be balanced to whatever our desired tolerance is. |
| 38:47 | So that's for an inline engine. |
| 38:49 | If we're dealing with a V configuration engine, now things get a little bit different here and we do need to be quite careful. |
| 38:55 | With these engines, the weight of the piston, the conrod, the ring pack, they even take into account the bearing weight and the weight or some estimate of weight for the oil film that's going to be on those components. |
| 39:09 | That will actually be calculated by the engine machinist and that will be used to build what is called, or calculate what is called a bob weight which is a physical weight which is connected or attached to the big end journal of the crankshaft during the balancing process so very different ways of balancing those 2 styles of crankshaft. |
| 39:28 | Now so with the V configuration engine we do need to be mindful because yes we can get ourselves into a situation where the crankshaft is actually underweight for, or the crankshaft counterweights are underweight for the mass of our piston and rod assemblies and that's a pretty expensive process because the machinist needs to drill and insert slugs of heavy metal such as mallory into the crankshaft counter weights in order to balance that out. |
| 39:55 | Really important with a V configuration engine that you are using known components that work together or are matched. |
| 40:03 | Good example of this with our GM LS1 stroker engine, we used a complete rotating assembly from K1 Technologies so that included the crankshaft, it included the conrods and a set of pistons and basically those are all developed worked together meaning that the balancing process of the crankshaft, we were pretty confident we weren't going to get ourselves into any sticky situations when we got that far. |
| 40:27 | So hopefully that explains that. |
| 40:29 | Your question on what can we, oh you also mention about reducing the weight of the crankshaft so there's 2 aspects here, yes a lightweight crankshaft will reduce the rotating inertia, allowing the engine to accelerate quicker so yep that's pretty straightforward. |
| 40:45 | There are situations where this isn't desirable though so particularly with our drag enigne builds, we actually purposefully kept quite a heavy flywheel and the reason for this is the additional inertia from that heavy flywheel actually can help the car get out of the hole during the launch, whereas if you have a very light flywheel and a very light crankshaft, rotating assembly, when we drop the clutch, there isn't a lot to keep everything going so if you've just on the edge and the wrong side of that edge, it can be very easy to end up with the engine bogging down so again it really comes down to what you're trying to achieve. |
| 41:20 | Particularly going very light on the rotating assembly for a street driven car where you're stopping and starting, taking off from intersections and traffic lights all the time, can actually be really annoying to drive so a little bit of extra inertia there can be beneficial. |
| 41:36 | Flipside of this, if we've got a dedicated competition car, particularly one maybe with a paddle shifted gearbox where the transient response of the engine on a throttle blip for a downshift is really important to allow the speed of the shift to be maintained. |
| 41:52 | Lightweight really is the key there. |
| 41:55 | What can you do in the machining process on the crank to gain some performance? Really not a lot, there is some processing around knife edging the crankshaft, I personally haven't seen measurable gains from that, knife edging the crankshaft is simply as its name implies, sharpening or profiling the counter weights of the crankshaft in order to help it cut through the oil film in the crank case, reducing windage losses but yeah I think you're getting down into the nitty gritty of the last few percent of horsepower there or probably last few horsepower full stop. |
| 42:29 | Bjorn has asked, besides how to select a crankshaft what about the things to look out for where rods and bearings are concerned on the crankshaft. |
| 42:36 | What sort of end play of the con-rods are expected and what to look out for? OK so these sort of really come down to more just mainstream standard things that we're going to be looking for with the engine during assembly and it's not just a crankshaft thing, if you're using a set of aftermarket rods, I have had the odd occasion where the side clearance on the conrod wasn't sufficient. |
| 42:59 | So side clearance on the conrod is not that critical, it's not like our other clearances, generally somewhere in the region of about 8-10 thou would be pretty typical but again you'll have that specification in your factory workshop manual so definitely it's something that you need to check. |
| 43:15 | Only other thing with the aftermarket crankshaft that I did mention that you will want to look out for is the radius and the undercut there. |
| 43:22 | That radius, so important for the long term reliability of the crankshaft. |
| 43:27 | Suhas has asked, is there a way to fix a slightly bent crankshaft? What would be the symptoms of a bent crank if it's unnoticed by the driver and the car is continued to be driven? Depending on how bent the crankshaft is, yes it can be straightened, this isn't normally a job you'd do at home, relies on or requires a hydraulic press and some v blocks to support the crankshaft so most machine shops will be able to do this for you depending again how bent the crankshaft is. |
| 43:57 | You're probably not going to notice this, if it's really bent you're going to have problems with bearing wear in which case the rest of the engine's probably going to end up being destroyed, including the crankshaft anyway. |
| 44:09 | But a minor bend could be noticeable by wear patterns on the bearings when the engine is disassembled. |
| 44:14 | A general process of machining is always check the crankshaft that it is straight during the machining work anyway so we're always looking for that. |
| 44:25 | Bjorn's asked, where it comes to polishing a crankshaft that spun a bearing, would you determine how much is too far-gone to repair? OK I reckon probably in my career, I've seen about maybe 1 in 5, maybe 1 in 8 crankshafts that's had a very light run bearing, was recoverable. |
| 44:50 | It'll never be recoverable by, I won't say never, very unlikely that you'd recover this by polishing the journal, almost always you're going to find that there'll be enough material transferred or onto the crankshaft journal or away from the crankshaft journal that it will require a grind to undersize to recover that. |
| 45:08 | The bigger problem though is that the friction involved when we have a bearing problem like this, in my experience almost always you're going to end up with the crankshaft bent as well and it does get into a situation where sometimes it is just cheaper to throw the crankshaft out and either source a second hand good condition unit or buy brand new one. |
| 45:30 | Particularly if you're dealing with a popular engine like the 4G63 here back when i was building these, we normally had 6 or 8 good crankshafts that were on the shelf at any time that were pulled out of engines where we'd fitted stroker crankshafts for example and for a few hundred dollars you could probably pick one of those up second hand, it's going to be a perfectly good starting point compared to the money that you'd pour into trying to recover a damaged crankshaft with your machinist, it's just sometimes doesn't make sense. |
| 46:00 | Dusty's asked, I've seen some people chamfering oil ports for better oil flow across the bearing surfaces. |
| 46:06 | Is it worth it or is it too much of a risk in terms of compromising the crankshaft? No actually Dusty that's probably again something that I should have dealt with. |
| 46:14 | So this is something that can be done. |
| 46:17 | Personally I would leave this to your machinist if you do want to do this. |
| 46:22 | The reason for this really comes down to the problem that that surface as I mentioned is really really hard. |
| 46:28 | So if you think you're going to be able to get in there with your die grinder and do a good job of chamfering those oil holes where they come out onto the crankshaft journal, you're probably going to be quite surprised just how hard it is to remove that material. |
| 46:43 | The bigger risk there also comes into if you end up slipping and skipping across the crankshaft journal surface, you can very easily damage it but yeah basically the chamfering or basically turning that oil hole into an ellipse rather than just a circle is just designed around improving the oil flow and how it comes out of that hole and reaches the bearing. |
| 47:03 | Suhas has asked, why do usually machinists recommend an oversized bearing when we recover a crankshaft from a light damage? Because if the crankshaft has been recovered from light damage, that would normally entail the crankshaft being ground to undersize. |
| 47:20 | So what that is is exactly what it sounds like, the crankshaft journals, where they are damaged, to get back to fresh material, to give a nice surface finish that the bearings can run against, the machinist will actually remove material. |
| 47:33 | So this needs to be done with an oversize or thicker bearing shell so that your oil clearance remains where it needs to be. |
| 47:41 | Bjorn's also said, speaking of thrust washers and crank walk, how much end play would you consider to be acceptable back to the back and fourth thrust measurement via a dial gauge to check the amount of play? So again this is something that really needs to be sourced from your workshop manual. |
| 47:58 | Just like I said with the end play or side play or side clearance I should say with the conrod, this is not a super critical clearance so there's going to be a wider range that will be acceptable with crankshaft thrust or end float compared to the likes of the main bearing or crankshaft big end bearing oil clearances. |
| 48:20 | Somewhere in the region of probably 8-10 thousandths of an inch would be pretty typical and it'll be a wider clearance as well, a wider tolerance range as I mentioned but again you really need to start with your factory workshop manual in order to figure out what the factory think is acceptable, work from there, every engine is different. |
| 48:41 | Right that brings us to the end of those questions so remember if you are watching this in our archive and you've got any further questions, please feel free to ask those in the forum and I'll be happy to answer them there. |
| 48:51 | Thanks for joining us and hopefully we can see you next time. |
Timestamps
0:00 - Intro
0:55 - Cost vs performance and reliability
1:40 - 4G63 drag engine example
4:15 - What options are out there?
5:10 - Cast
8:30 - Forged
13:15 - Billet
17:55 - Oil supply
20:10 - Material considerations
23:00 - Surface hardening
27:30 - Checking for crank walk
30:45 - Bearing selection
36:15 - Questions





