Sale ends todayGet 30% off any course (excluding packages)
Ends in --- --- ---
Talk about engine building here. New products, tricky questions or showcase your work - If it's engine building related it's welcome here.
I was watching the webinar on bearings. Andre mentioned the Subaru case can distort with the ARP case/mains bolt kit, and requires a line hone. How critical is this?
I have an EJ build and have some ARP case bolts to go in. My engine machine shop doesnt line hone subaru. He is respected in the subaru community locally. His advice is to use the ARP bolts, but only tighten to OEM rating. Not the higher ARP rating. Is this sound advice?
Can a dry run with the ARP bolts and a dial bore guage measure any distortion as the case is torqued?
(The main bearing tunnel has been pinned with 6 x 6mm dowel pins for the 3 middle main bearing, and the head bolts are RCM 14mm studs, aswell as a CNC close deck insert.)
What is the procedure to line hone the subaru, and how does this affect the spacing between the 2 case halves? My understanding is material has to be removed to do this? Will it need 2 X torque plates on aswell to simulate how the head studs distort the case?
Thanks in advance. And PS, love the content you guys produce. Keep up the good work.
I deal with an engine builder who specializes in the EJ block and he just uses a lower torque value than the ARP recommended torque value, I don't know what it is but he hasn't had any failures due to this in all his years building these engines
If you use the ARP torque settings then I can confirm from my own experience that the main tunnel will distort. You will be able to measure this distortion with a bore gauge and you'll also find it very tough to turn the crank.
You could use OE torque but then it sort of defeats the advantage of moving to ARP case bolts to some degree. I'd say it's likely you're still going to achieve better clamping with the ARP bolts at a lower torque value but certainly not their full potential. How critical this is will depend on the power level the engine is running at. High power EJ engines are effectively trying to tear the two halves of the block apart and it's common to find signs of fretting (minor movement) between the two case halves during disassembly.
The process of line honing does require a small amount of material to be removed from the parting faces of the case but this is very minor and in the order of a few thousandths of an inch. It's not common to use a torque plate while line honing the main bearing tunnel.
Thanks for the reply.
My engine had noticeable fretting on pull down. That was at only 400whp. The new engine i am hoping to be around 600whp. Hence why i have opted to have the main tunnel pinned, and bought the ARP case bolts. Aswell as the closed deck and large head studs, and many other component upgrades.
To me, the line hone sounds like a good idea, its just that a few of the people i speak to locally dont think its needed, or cant/wont do it.
I also worry that its probably a good idea after having the main tunnel pinned. Even regardless of if using the case bolts. Any minor discrepency in the dowels location could potentially alter the main tunnels true-ness.
I guess i need to hunt around for a shop that can perform this work.
problem is more centred around the fact that line boring/honing equipment isn't something that every machine shop has and hence they are probably trying to direct you to alternative options that they can do. I'd also agree that potentially doweling the cases together will influence the tunnel dimensions. Given your aims I would try and find a machinist capable of line honing the cases. I think you'll end up with a better result.
I called a shop today and they can perform the work.
They take a very small cut from the parting faces of the case halves. Then hone the main tunnel back to round.
They mentioned that when they normally do it, they do so before cutting the deck surface of the heads. Because the cut to the parting faces will alter the deck hieght. And sometimes it wont be symetrical if the case id already distorted etc. Also mentioning that sometines even the centerline of the crank, isnt in line with the center line of the case parting surface.
So when they do them, they then cut the deck surface after so they know its all at the same hieght.
My case has already had the deck surfaces cut, and mentioned this may affect things. Do you think i will run into trouble because of this?
So i am definetly going with the line hone. I spent today going over the engine case, doing things like chasing out the threaded holes, and cleaning it. I was going to do a dry assembly and attempt to measure what happens with the ARP bolts as they are tightened. Just for my own curiosity.
But upon thouroughly inspecting the case, it appears as if it has been mis-treated. There are dents and dings all over it. It literally looks like its been to Bagdad and back. Some of the dents that worry me are on the parting surface between the case halves. And there is even dents on the corners of the main tunnel and the parting face in some places. Which have physically bruised the alluminium INTO the bearing tunnel. So, it doesn't leave me with much option now anyways. I either have to file/sand it out by hand, or get it honed.
Some back story about the engine. This engine has taken 8.5 months longer than antcipated, nearly a full year away from me. It was organised through a friend of a friends engines shop that does machine work. They dont have the facilities to do the CNC close deck, or the pinning of the main tunnel. So that was sent to local CNC shop. But the engine shop i deal with have done the decking, honing and 14mm studs, aswell as alot of cylinder head machine work. The engine shop i deal with sent 24 subaru blocks both EJ and FA to have the CNC close decking work performed. So they are doing some decent volume of work, and are respected by the local performance car community. Theu commisioned the CNC shop to get tooled up to do the close decking work, including manufacturing the custom work holding fixtures and designing the CNC program.
The shop doing the CNC work was the shop that has caused the 8+ months of delays. They have been very slow with the engines, and very careless. Including even loosing some aparently. The shop i deal with no longer even use the CNC company because of the issues and poor service they have recieved. And are now sending the engines interstate to have the CNC work performed, as it is actually easier than dealing with these guys.
I suspect the CNC shop is responsible for the damage to my emgine. Most likely through careless handling and storage over the near full year they had the engine. I trust the engine shop i deal with would be carefull and respectfull with how they treat other peoples engines, but i dont trust the CNC shop they out source to.
So now the engine will be going to a 3rd shop that is capable of doing the line hone. As the engine shop ive been dealing with cannot do the honing.
Man what a disaster! Unfortunately your experience is not uncommon though. It's really hard to find quality machine shops that can work to a high standard and turn work around in a timely fashion.
As for the deck heights, yes this is an area that you want to be careful with. Typically the amount of material that will be removed from the parting faces is very minor and hence the knock on effect to the deck height won't be that significant. It's definitely something that should be checked though.
Damn, Bram, that sucks - and not in a good way! My sympathies and it underlines my comments in other threads about the importance of finding a GOOD machine shop - I had one 'shop' crack test some rods and when I went to pick them up found them lying beside an open door where they had been getting rained on and they had all rusted... ended up throwing them out.
Unfortuantly its not just machine shops. The entire modified car industry is a bit like that.
The thing is, the machine shop I went to is actually pretty good. I trust the guys there. And went there specifically because i trust them to do good work. I dont have issue with them. But they are a small shop, and dont have the most modern facilities (like CNC equipment, or line honing equip)
Its the 2nd shop that was tasked with the CNC work that i believe has caused all the dramas. And that shop is also a motorsport orientated shop. The owner runs a very fast evo in the local rallysprints series. So you would think they would be more sympathetic to the performance guys like myself
One of the key reasons i have decided to build the engine myself this time, is it gives me more control over exactly how things are done. That old saying "If you want something done right, do it yourself."
I have no doubt if i wasnt assembling this myself, it would have been slapped together as is, and no one would be none the wiser, until it blows up again.
Not nessisarily that other people will do a bad job. But someone doing it professionally has to do so in a viable way, so they cant spend unlimited time to get everything as perfect as someone doing thier own motor.
But that means i need to get tooled up to do it. And also learn what is effectively an entire trade, to do it right. And there is potential for me to make many rookie mistakes along the way.
Sorry, I wasn't clear, it was the second shop I had in mind.
Im dropping the block in tomorrow to be line honed. The block is all cleaned, and ready. The case bolt hole threads are freshly chased and clean. Everything is wrapped up safely for transport tomorrow. The shop is a bit of a drive from my place, and I have to do a small job on the way there.
I am wondering if I should ask them politely to do the hone with some torque plates on. I know Andre said its not common. But given how soft and malleable these bloody things are, and the massive studs i will be running, I wonder how much things will change once the head studs are done up, if the case inst honed that way. Im probably being very pedantic, but i want this engine done as good as it can.
I actually have my own torque plate, that i bought when i was in a tool buying frenzy. I havent even used it yet. It will need to be drilled out to 14mm though.
It can't hurt to fit torque plates, however this obviously necessitates two torque plates. An easy alternative would be to torque the heads in place for the line honing process.
Got the block back after line honing. Went to seperate the case.
The 2 bolts on #5 main werent tight !!!!! How fucking hard is it to read instructions and do the bolts up like the instructions say.
The motor industry is fucked. No cunt gives any shits.
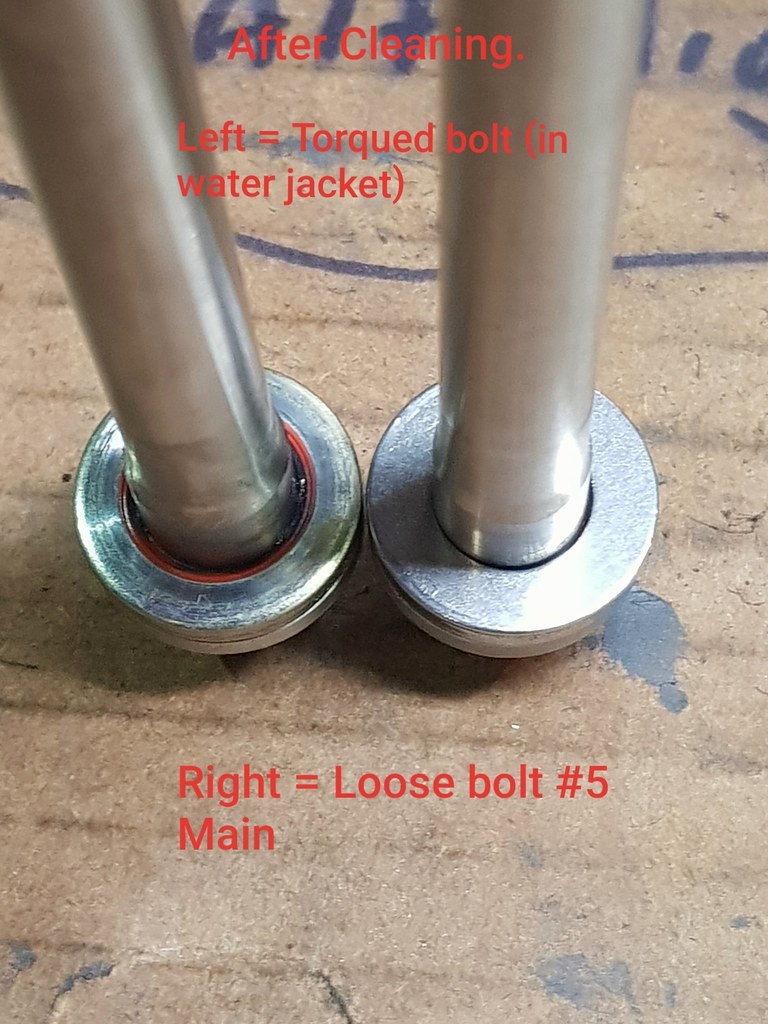
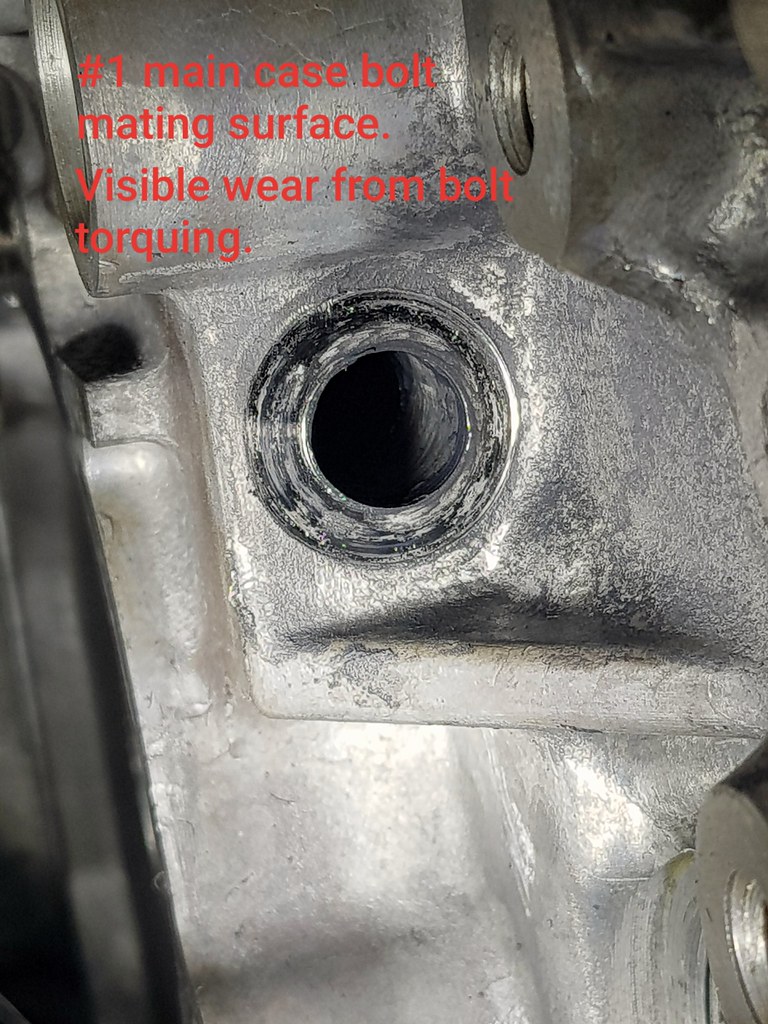
Confirmed that both the bolts on #5 main were only snugged up hand tight. Not torqued. The washers didnt have scuff marks from being torqued like all the other bolts. And the aluminium surface on the case where the bolt head/washer makes contact has a different pattern. Indicating the original torquing when the engine was first used, and no fresh torquing.
Measurements on the mains (after properly torquing all bolts) show the #5 main about 0.001 or so tighter than the rest.
 2018-10-13_11-17-30 by bram biesiekierski, on Flickr
2018-10-13_11-17-30 by bram biesiekierski, on Flickr
 2018-10-13_11-17-45 by bram biesiekierski, on Flickr
2018-10-13_11-17-45 by bram biesiekierski, on Flickr
 2018-10-13_11-17-57 by bram biesiekierski, on Flickr
2018-10-13_11-17-57 by bram biesiekierski, on Flickr
 2018-10-13_11-18-08 by bram biesiekierski, on Flickr
2018-10-13_11-18-08 by bram biesiekierski, on Flickr
 2018-10-13_11-18-42 by bram biesiekierski, on Flickr
2018-10-13_11-18-42 by bram biesiekierski, on Flickr
Imagine if they were building an engine instead of doing a line hone??? Imagine sending an engine out with loose main bolts or loose rod bolts even !!!
And to top my amazing day off. One of the small M8 outer case bolts pulled the threads. I was torquing it up as per the ARP instructions and just as I got to the specified torque of 25ft pound, there was a loud pop. Initially I thought i snapped the bolt, so I backed it out, and it was fine, so I re-installed it and it would not tighten up, instead just free spinning in the hole. So the threads in the case have been pulled. Fuck yeah, just what I need.
Now, interestingly. The 2 OEM locating dowels have been replaced by the shop. There are new dowels in the case. Which is very nice of them. (They possibly had trouble removing the old dowels when they went to cut the parting face. So this is understandable. )
BUT. They are longer than the OEM dowels. So, I suspect they had to drill the recieving bore a little bit deeper. IF this is the case, then it would explain why the threads might have pulled. They would have had to drill out some of the threads in order to install the longer dowel, so that would leave less threads behind, hence have a greater chance of pulling the threads when torqued. Guess what. The one that pulled is one that recieves the dowel... I dont have proof of this yet, and it was me that pulled the thread. But its a big coincidence that there are new dowels in my case, and the one that pulled was one that had the bigger dowel....
On a Subaru, the other dowel bolt is in the gearbox bell housing mating area. So, you cannot actually fit a torque wrench on it. You have to use a ring spanner. And as such, I didnt fully torque this bolt, as I fear over torquing it. Instead going to about 80% by feel. The subaru case dowel bolts are not the main bearing bolts, just smaller bolts that secure the outer periphery of the case together.
So now I have to get the case back to the shop to re-work. And figure out how to repair the case. Do I use a helicoil and only use partial torque. Or do I drill and tap to accept a larger bolt like a 3/8? Those ARP case bolts are like expensive. Not using one would be like not using a $50 note.
I would hope you have made your feelings felt regarding the "machinist" - you'll get the usual "Nah, mate, not our fault" BS, but they have lost customers now - note, I accept that sometimes mistakes are made, admitting and fixing them is the grown up thing to do! If they admit their mistake, and remedy it to YOUR satisfaction, that should also be made known.
With limited access, there are adaptors that are used with torque wrenches that should do the job, such as https://store.snapon.com/Torque-Adaptors-C800698.aspx - however, finding metric versions may be a little more difficult but, ultimately, worth it - don't forget the basic maths to correct for the added effective length of the 'wrench. There are also specialist torque wrenches that are socketed, rather than having a drive square, and some of these are available with 'ring spanner' inserts.
Properly fitted, Heli-coils are regarded as stronger than the parent material - in fact, it is not uncommon to find high end castings being supplied OEM with heli-coils fitted because of this greater strenght and reliability.
Thanks for the reply.
The shop is closed today, so no contact yet. But I did send them an email, with the photographic proof. And the measuremnts of the main tunnel once the bolts were correctly torqued. There is no doubt in my mind that they forgot to torque the bolts. They also wouldnt have followed the instructions, as the instructions clearly state to torque in 3 equal stages. And even give the correct sequence. Counting 1 thru 10. So even if they forgot the final torque of 60ftlb, they should have theoretically atleast made 40ftlb. I shouldnt be too hard on them. The average machinist only has 9 fingurs, so i can understand him not being able to count higher than 10 without taking his boots off. As we know, in todays age of OHS, you must always were your boots. (Unless you want to become a 9 toe'd machinist)
The #5 main bolts are kind of out the way on a subaru. There are 6 bolts going through the middle of the water jackets, coming from each side, and 2 in the front of the case. And the last 2 are in the rear of the case, which are very recessed and easily overlooked. As well as all the smaller bolts around the periphery.
I agree with you that mistakes happen, and its how they are handled whats important. We are all human, and Im probably guilty of forgetting to tighten a bolt as an auto electician. So hopefully, they will acknowledge the boo-boo. And make it right.
Update.
These are the main tunnel measurements as it currently sits. Measured at 20/21°c using a dial bore guage and micrometer. I have taken the engine back to the shop to re-work it today. He didnt say what he was going to do to get it right. Which worries me. I am concerned because the 3 middle journals are getting very close to the high tolerance. So i dont know how they will be able to get the 5th honed correctly without overshooting the already honed journals. I am not sure if they are going to re-cut the parting face. The parting face has apparently had 0.002 off each face from the first honing attempt. I did try fitting the front cover from the drysump kit, and it was able to fit on the front 2 oil pump dowels. At what point does the rear main oil seal and front oil pump cover become an issue after the parting cuts?
Im also concerned they may try and hone the block with the other bolts loose to try and bring it back or somthing like that. Which might make them tapered or out of round or whatever else. And also not in-line because of the uneven way the case bolts squeeze the case.
I would appreciate it if someone could give some insight as to thier opinion on what would be the best coarse of action from here forward. If you were tasked with job, would you try and re-hone it. Fly-cut the faces and re-hone it. Fly cut the faces then line bore it, then hone it. Bore the tunnel out for larger OD bearing shells. (Kings do make some I believe) Or stop and take it to another shop?
I cant find a Subaru main tunnel tolerance in the Subaru FSM. But Kings bearings have a tolerance listed as :
2.5197 to 2.5205.
My measurements :
#1 = 2.5200
#2 = 2.5202/3
#3 = 2.5202/3
#4 = 2.5203
#5 = 2.5188 / 2.5192 (0.0004 taper on #5)
Thanks. (I apologise for my bad language before, as uou can see, i was pretty angry when i discovered what had happened.
Update.
I have picked the engine up after the 2nd attempt at the line hone. And I am worried that the work is been done poorly again. I would really appreciate some input from Andre or anyone else familiar with Subarus.
If it is foo-bar then it might mean the whole block is now a very expensive boat anchor? Or maybe have one more shot at it doing it, but do a line BORE not a hone. As I dont think a hone can fix out of round.??? Obviously there is only so many times you can skim the parting face before the block is too short. I have been told they took a further 0.001 off each face, meaning 0.003 off each face total. And a grand total of 0.006 closer together combined.
I have measured each main bearing bore front and rear of the oil groove, this is to try and see if there is taper on each bore. And i also measured in the vertical plane nearly perpendicular to the horizontal measurements to check for out of round. The out of round on #5 is like 0.0025. That seams MASSIVE to me.
The measurements I get are as follows. (Done at 22°c block temperature.)
................ horizontal ....................... vertical
#1 ...... 2.5204 / 2.5204 .......... 2.5221 / 2.5220
#2 ...... 2.5205 / 2.5202 .......... 2.5208 / 2.5208
#3 ...... 2.5197 / 2.5196 .......... 2.5202 / 2.5203
#4 ...... 2.5204 / 2.5204 .......... 2.5200 / 2.5205
#5 ...... 2.5200 / 2.5205 .......... 2.5212 / 2.5226
I have highlighted the measurements that worry me.
All the other measurements do vary a bit here and there, but seam mostly within tolerance. #3 is on thight end of tolerance. #1 and #4 are on the loose edge of tolerance. There looks to be a small amount of out of round and taper on #2. But my big worry is the massive out of round on #1 and especially #5 which seams to also have some taper aswell.
#5 was the one they left the bolts loose on the previous go, and this is the one which has the most inconsistency.
Bump. Anyone have any input on the main measurements i have put up????







